激光技术带来新的加工理念

图1 远程焊接取代电阻点焊让戴姆勒公司节省了50%~80%的加工用时
在汽车横梁、底梁和车门等结构件的加工上,新的设计制造理念,使用型材、单边激光焊接加工和联锁连接等技术,既减轻了车身重量,又节省了时间、成本和安装空间。这些新理念带来的是更为简便、快捷的制造技术。
如果将对焊接头应用于横梁、底座和管道的凸缘和搭接接头以及其他车身结构件的焊接中,能节省多少材料、减轻多少重量并节省多少燃料呢?当将粘合车门钣件和汽车框架的胶水重量也算在总重量中,那这个问题就非常值得关注了。如果不再使用凸缘搭接,减少的质量能高达几千克,同时也可节省部件的安装空间,通常为前面使用凸缘时的宽度,可达8~16mm。
搭接凸缘设计是两项极具现代车身制造特色的发明逐渐成熟的产物。第一个是诞生于1877年的电阻焊,它是快速、高效和实用的焊接加工方法。第二个是1954年将机器人应用于工业生产中。这两者相结合,使焊接的自动化水平和生产力的巨大飞跃成为可能。然而,这需要在设计上付出一定的代价:两块金属板材的边缘需进行搭接,这样才能让机器人使用电焊钳夹紧。在这种方法中,机器人从一个焊点移动到另一个焊点的速度是影响车身制造的关键因素。
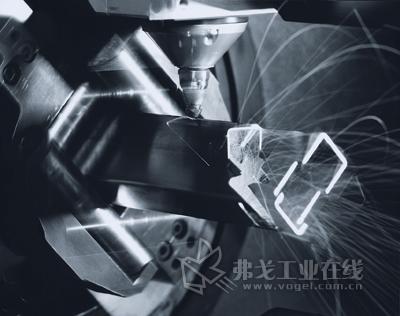
图2 准备工作:激光器放在必要的切口上。因为激光器在一面作业且材料不受机械压力,型材几乎可以用任何方式切割
设计阶段的战略变化
从长远来看,未来节省的成本和获得的生产力并非来源于现有方法的优化,而是设计战略变化的结果。换言之,如远程激光焊接一样,只有使用单边、高自动化焊接方法的设计才更能节约成本,提高生产效益。这种新型加工方法的设计为结构部件的型材和管材设计以及一体化夹具连接零部件奠定了基础。
三年前,戴姆勒公司开始使用“机器人扫描”激光焊接工艺,远程焊接取代电阻点焊令其节省了50%~80%的加工用时。同时,戴姆勒公司还利用这种方法的优势自由构造接缝形状,并用C形和S形焊缝取代了焊接点。大量的填充连接降低了金属板的厚度,这意味着可以减轻重量,节省材料成本、焊接时间和能耗。
激光焊接的真正魅力在于它给设计人员提供了很大的发挥空间。由于不需要搭接、凸缘或双面作业,激光焊接可以应用于车身制造中所有的板材、管材和型材的加工中,从精准切割到折弯管材加工设备的整个通用加工链。举个简单的例子:如果一个零部件包含由特殊角连接成的两组型材,运用新方法,用一组型材就完全可以制造这个零部件。管材加工机内的切割激光先将V形凹槽刻痕放到预定义的点上,然后将型材折弯嵌进铰链中,形成了有角的部件;然后,激光器在两个长柄接口处焊接无毛刺的焊缝。这个方法将材料的需求降低到50%左右,不使用夹具即可精准连接并且不留凸缘痕迹。“联锁设计”的一大好处就是将两个型材零部件在一个点上接合。在这样的设计中,成形的接合点产生一个机械连接,即卡口连接——例如,插接式接头或插入式连接。这些辅助定位取代了夹具,由每个零部件决定自己的位置精准无误。

图3 组装钢材切割完毕,V形凹槽刻痕在成形阶段的三角形切割中形成,前端拼接形状的切口和相应的位置在组装时作为定位辅助连接
从沙发到汽车的突破性应用
也许将沙发的设计方法运用到汽车上显得十分大胆,但是在汽车工业的很多领域,人们已经将型材或可由结构部件型材所取代的设计应用到汽车上了。
像“空间框架”理念这样的解决方案正在酝酿中,与全钢材料的框架相比,它能减轻40%的重量。这是因为空间框架主要由插在一块钢板中的铝型材组成。空间框架对于批量生产来说虽然花费巨大,然而,角形零部件的例子至少说明了要想大量节省加工用时和成本还有其他的选择。现代钣金和管材加工链包括应有的切割和成形步骤,一个多次折弯的型材能变换出一个三维部件结构,联锁连接能避免错误并能作为精确的焊接夹具。同时,这种理念在自动化的深远影响下,加工能达到必要的精度,并足以应付大批量生产的要求。

图4 取自一组型材:一个三维结构件由单个部件组成,仅通过这个部件自身切口实现特殊成形
传统的全钢结构车身材料取自钢板。现在,在很多领域凸缘连接正被型材所取代,夹具由定位辅助或联锁连接所取代。新型设计应用于相对更轻的底板设计上:半型材被焊接到比一般用于强化作用的钣金更薄的材质上;沿型材边缘,连接片被嵌入底板的相应切口中;使用一系列激光短角焊就可将半型材焊接到板材上,或者将插在钣金中的半型材连接片焊接到金属板的背面。不管哪种方式,部件焊接到连接点上,相比凸缘或搭接接头可减少50%的激光输出。而且不像电弧焊,新工艺保证极低的热输入,极小的热变形不会影响主要结构的设计。
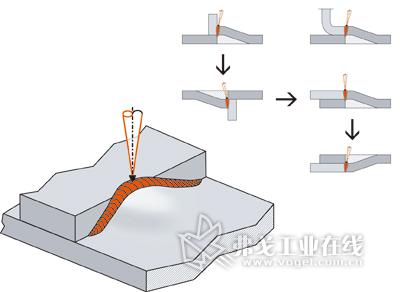
图5 即使有一个搭接或凸缘,K形接缝也能使对接焊钣金成为可能
另一个理念:K形接缝
多功能、自定位连接的另一加工理念是K形接缝。通过电阻点焊获过专利的K形接缝可用于钣金和型材与凸缘或搭接接头的焊接,需要准备的材料包括在两件待焊钣金件中的一件上沿接缝轮廓成形从而形成限位。限位形成边缘保护,确定了部件需要焊接的确切位置。它们同样也可作为短的、激光焊缝的定位点。结果通常是在激光焊接单个板材厚度的地方进行简单的对焊接头或短角焊。焊接涂层板使用此方法没有任何问题。此外,K形焊接可从板材的两面进行焊接。如果部件需要两面连接,此工艺甚至允许所有接缝都在一边进行焊接。
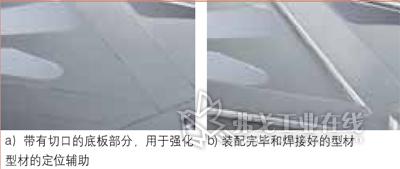
图6 应用于轻量制造的底板设计
结语
全钢集成的车身和电阻点焊还是当今车身设计和制造的特点。新技术和设计方案的出现,被视作满足汽车工业要求的理想方案,但将其投入应用可能还将持续相当长的一段时间。型材框架、联锁连接和K形接缝只是不同设计方案的几个案例。这样的设计方案需在型材和板材加工时使用激光和封闭加工链以实现远程加工。
作为装备供应商,我们发现自己正处在汽车工业面临巨大挑战的十字路口。对于汽车工业的发展,选材及其加工方法的进步也同样重要,这需要我们在迎接挑战时变换出新的思路。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖