前处理预脱脂槽加热方式探究
涂装车间整改中采用蒸汽喷射式加热方式替代盘管加热,不但改造简单、成本低且对槽液洁净度无需求,蒸汽换热效率充分,完全可以满足槽液迅速升温到工艺要求。
奇瑞汽车乘用车三厂涂装三车间(以下简称“涂装三车间”)是一条年产40万台,产量达到70台/h的柔性生产线。涂装三车间采用蒸汽作为加热源,传统的蒸汽加热方式主要有板式换热器加热、盘管间接式加热和蒸汽喷射式加热三种,根据不同加热方式的特点和外在因素,采用不同的加热方式。本文重点讨论了涂装三车间前处理预脱脂槽液采用何种加热方式更加节能经济,能更好地满足生产需求。
脱脂槽液加热方式
1.板式换热器
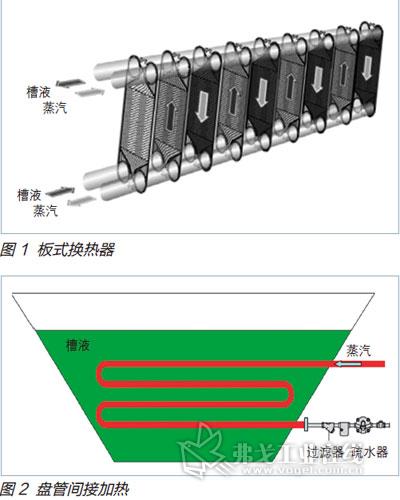
板式换热器(见图1)内部是一组薄的波纹金属板,波纹之间形成流道,一次侧和二次侧流体分别从流道中流过产生紊流现象,形成热交换过程,提高换热效率,同时因为流动性减少了结垢。板式换热器成本相对较高,对槽液洁净度要求也较高。
2.盘管间接式加热
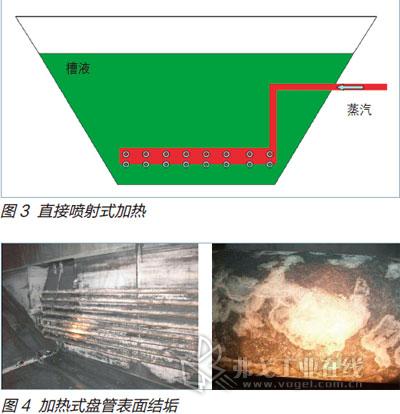
盘管加热方式(见图2)通常是在槽体的侧壁上布置蛇形盘管侵入到槽液下半部,这种布置安装方便,由于完全在槽液中,盘管表壁上容易结垢阻碍换热效率,需要定期进行清理。蒸汽加热盘管在设计时需要在正常换热量基础上再增加10%换热面积,减少结垢对换热效率的影响。
3.蒸汽喷射式加热
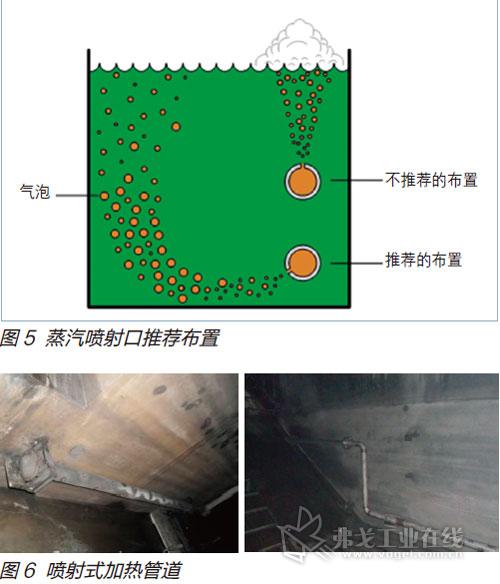
蒸汽喷射式加热指的是蒸汽直接喷射到低温的槽液中(见图3),对周围液体进行热传递,这种加热方式更加方便,成本低,热交换效率高,但容易产生振动和噪声。
整改措施
涂装三车间前处理有三个脱脂槽。一号脱脂(或预脱脂)槽为35m3,采用盘管间接加热的方式加热;二号脱脂槽为18m3,采用板式换热器加热;三号脱脂槽为184m3,采用板式换热器加热。在生产过程中,由于白车身的不断进入,一号脱脂槽加热器起到主要的加热作用,二号脱脂槽和三号脱脂槽加热器主要起到稳定槽液温度的作用。涂装三车间长时间满负荷生产时,我们发现,前处理预脱脂槽盘管加热系统蒸汽控制阀开到最大100%状态,冷凝水回水温度为110℃的情况下,槽液温度一直维持在45℃左右,不能达到工艺的温度要求(55℃±5℃),导致脱脂效果不佳,增加下道工序的负担,影响工艺质量,且伴随着大量的高温蒸汽冷凝水排放,造成能源浪费。经过调查,发现在长期生产情况下预脱脂槽加热盘管表面不能定期进行清洁,盘管表面覆盖有约4mm厚的碱性物质,如图4所示,严重阻碍换热盘管的换热效率。
为满足脱脂一槽液的工艺需求,涂装三车间制考虑了三种整改措施:
1.对换热盘管进行酸洗,去除积垢
此方法需要停产进行操作,耗时长,不符合目前生产形势,而且只能暂时满足生产需求,短期内换热盘管表面会再次结垢,再次影响换热效率。
2.采用板式换热器加热方式替代盘管加热
由于涂装三车间脱脂是前处理的第一道工序,预清洗工序中被处理工件对槽液污染较快,更换板式换热器会造成波纹板经常堵塞,将直接影响换热效果,而且板式换热器投资成本较高,不适于目前的发展形势。
3.采用蒸汽喷射式加热方式替代盘管加热
此方法改造简单、成本低且对槽液洁净度无需求,蒸汽换热效率充分,完全可以使槽液迅速升温到工艺要求。
喷射式加热方式
在直接加热中,最大换热量取决于通过控制阀和管道以及喷射器的最大流量,最佳的选择是把蒸汽供应的压力和槽液的温度控制到制程要求的最低点,这样可以获得最大的换热功率,同时没有能量浪费。直接加热蒸汽耗量计算公式为:
ms=Q/[hg-(TCp)]
式中
ms——平均蒸汽流,单位为kg/s;
Q——平均换热功率,单位为kJ/s;
hg——蒸汽焓(取控制阀前的压力),单位为kJ/ kg;
T——槽液的最终温度,单位为℃;
Cp——槽液的比热,单位为kJ/(kg.℃)。
公式表示蒸汽喷射利用了蒸汽中所有的蒸发焓(或潜热)和部分液体,使用的液体焓的多少取决于被加热水的最终温度,这部分液体会造成槽液体积的增加,这部分补充的液体完全可以作为槽液更新的替换补水量,减少部分工业水补加的消耗。
根据车间现场槽体大小、槽液流量和生产量等影响因素,我们将前处理一号脱脂槽槽壁两端的蒸汽盘管改造为长度3500mm、直径80mm的蒸汽喷射管,末端采用盲板封堵,在管身垂直90°~120°的范围内以200mm为间距均匀分布12mm的蒸汽喷射口,如图5、图6所示,并安置至前处理槽液底部1/4高度处,结合原有槽液升温控制系统控制槽液温度。根据槽液背压的大小和蒸汽压力大小,蒸汽直接喷射时会产生一定的消声和振动,可安装专业的蒸汽喷射器减少噪声和采取固定的方式防止管道振动的产生。
改造后的效果
经过3个月的验证,涂装三车间前处理预脱脂盘管加热方式更改为蒸汽喷射式加热实际效果显著。
工艺方面,技改前槽液温度约为45℃,无法达到正常生产的工艺要求,技改后槽液温度始终保持在工艺规定温度55℃±5℃,且蒸汽控制电动阀开度为60%~70%,工艺温度可控。
节能方面,技改前前处理槽液加热蒸汽消耗为4.5~5.8t/h,通过技改后蒸汽消耗量下降至3.8t/h左右。按照同期、环境温度等因素进行对比分析,蒸汽消耗减少约为1t/h。按照每年生产300天,每天生产16h,蒸汽价格按照2012年预算价格141元/t计算,年节约金额约为67.7万元。
操作方面,技改前每次开机需要提前80min进行升温,由于蒸汽盘管换热不充分使冷凝水中含有大量蒸汽造成浪费能源,技改后开机只需提前40min进行升温,杜绝了盘管加热时的水锤现象,降低了安全事故的发生几率。
结语
对于具有四大工艺车间的汽车生产企业来说,涂装车间是动能消耗主体单位,是生产成本管理控制的关键部门。低碳经济、循环经济是未来发展的必然趋势,必须从思想上拥有能源节约意识,把陈旧的观点进行刷新,采用最佳、最合理的方式利用现有的资源。我们要不断开拓思路,转变节能观念,开拓节能新方向。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖