基于车架试制装配线新技术的开发与应用
本着实用、服务现场的原则,针对试制装配线工艺流程繁琐、纵梁合件上线作业困难、车架拼装作业效率低以及立铆铆接作业困难等现象,东风优化了装配线工艺流程并开发设计了“纵梁合件自动上线装置”、“车架拼装用组合式平衡吊”及“立铆铆钳柔性化悬挂装置”等新装备,满足了车架试制装配线的需求。
我公司车架厂目前共有4条车架装配线,能够完成5.5~11.6m全系列轻、中和重型车架生产任务。其中3条为量产装配线,1条为试制装配线。
试制装配线主要承担新品车架试制装配任务,产能仅为量产装配线产能的1/5。随着商用车公司产能需求的日益增加,公司要求在进行适量投资情况下,实现试制装配线产能翻番。
试制装配线原工艺说明
1.工艺流程
试制装配线原工艺平面布置图如图1所示。
2.存在的主要问题
(1)工艺流程繁琐 全线只有一处立铆工位,立铆存在交叉往复作业,同时,钻孔工序在线上进行,为全线的瓶颈工序,严重影响装配产能提升(见图1)。
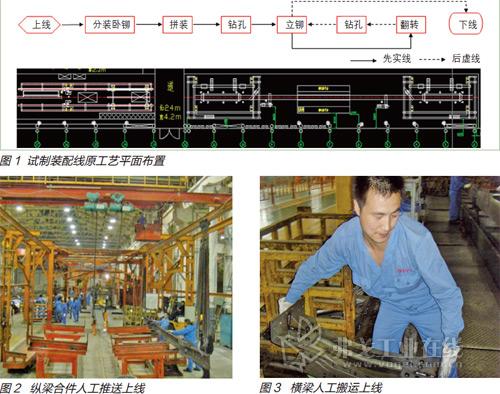
(2) 纵梁合件上线作业困难 目前单根纵梁合件最重达850kg,采用人工从存放架推送至装配小车上,劳动强度大,作业时间长(见图2)。
(3)车架拼装作业效率低 拼装时,由于无专用起吊设备,需采用人工用撬棒将纵梁由“︻” 撬至“【”形状,采用人工将横梁搬运上线,劳动强度大(见图3)。
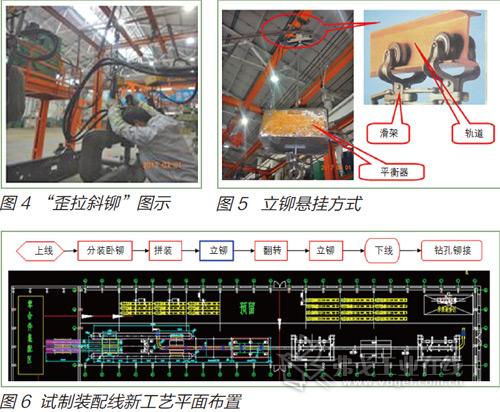
(4)立铆铆接作业困难 主要表现在铆接作业受限及铆钳水平移动不便两方面。由于铆钳不能横向移动,铆接作业时,经常“歪拉斜铆”操作,工人劳动强度大且易出现歪钉等铆接质量问题。滑架与轨道之间摩擦阻力大,配重式平衡器重达150kg,铆钳移动时要带动平衡器一起移动,造成铆钳移动困难,工人劳动强度大(见图4、图5)。
试制装配线新工艺说明
1.新工艺及主要装备确定原则
(1)新工艺流程确定原则 新工艺流程必须消除立铆工序的交叉往复作业及平衡轴钻孔瓶颈工序,这两工序严重影响装配效率的提升。因此,在新工艺中我们增加了一处立铆工位,新建了平衡轴钻孔、铆接阵地,从而消除了瓶颈作业,实现了各工位相对均衡的流水线生产作业方式(见图6)。
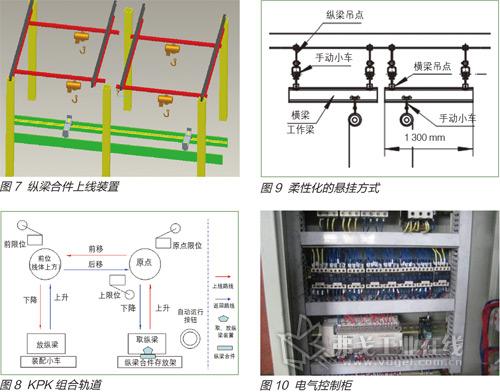
(2)纵梁合件上线工艺及装备 要实现纵梁合件上升、平移和下降等动作可以采用地上装置(气缸顶起、传输链输送和气缸下降),也可以采用空中悬挂装置(环链电葫芦上升、平移和下降),通过PLC控制程序均可实现上述动作的自动运行。由于地上装置存在占地面积大、设计难度较大等缺点,选择采用空中悬挂装置实现纵梁自动运行(见图7)。
(3)车架拼装工艺及装备 车架拼装时要求纵梁合件、横梁总成能够快速、灵活地吊装到位。经过广泛调研并与专业吊装设备制造厂家深入交流后,我们采用组合式KPK轨道、电葫芦及专用吊具相结合的方式,可以实现被吊物体在空间任意位置快速、轻便移动,从而能够有效解决拼装作业困难问题(见图8)。
(4) 铆钳悬挂方式及装备 铆接时需满足以下两项要求:铆钳上下铆头垂直于被铆接件,以保证铆接质量,消除铆接后铆钉歪斜;铆钳能够在空间任意位置灵活移动,以保证铆钳能铆接车架上多个部位的铆钉。鉴于上述两项要求,我们采用了一种柔性化的铆钳悬挂方式(见图9)。
2.新工艺的优点
(1)实现了各工位相对均衡的流水线生产方式,消除了交叉往复作业。
(2)大量采用了专用工装设备,降低了劳动强度,有效提升了作业效率。
关键工艺设备介绍
1.纵梁合件自动上线装置。该装置主要包括“自动运行设备”及“自动脱钩挂具”两部分。
(1)自动运行设备 该设备由两台独立起升、行走的电葫芦和PLC电气控制系统及传感器组成。在纵梁合件上线处上方架设工字钢轨道、安装电葫芦,实现纵梁的上下、左右移动。由可编程序控制器和安装在各工作节点位置的传感器实现纵梁合件上线装置自动、准确及可靠运行(见图10)。
(2)自动脱钩挂具 设计制作的自动脱钩挂具结构巧妙、安全可靠。解决了生产过程中人员不便在纵梁合件存放架与装配线体之间作业的难题。该挂具没有借助外力,只是依靠手柄自身重力、纵梁重力,实现了起吊和自动脱钩放置纵梁的目的。
2.车架拼装用组合式平衡吊
该设备主要由组合式刚性轨道与环链电葫芦组成,能满足垂直于装配线体方向7.5m,平行于装配线体方向12m范围内零件的吊运。环链电葫芦采用手拉式,能实现零件纵向和横向的移动,操作快速灵活轻便,吊运过程中零件工作姿态调整轻松快捷。
3.铆钳柔性化悬挂装置
该装置由工字钢、KBK轨道(包括4条纵轨与10条横轨)、轨道吊点、手动小车和弹簧平衡器等组成。
KBK轨道通过吊点连接工字钢与弹簧平衡器,铆钳挂于弹簧平衡器下方。该装置可实现铆钳在空间(长度4m、宽度3m及高度2m)方向灵活移动,能够方便铆接车架上铆钉。KBK轨道性能可靠、稳定、强度高、刚性好以及自重轻,能够保证系统的稳定运行。弹簧平衡器具有自重轻、移动方便的特点,能有效降低劳动强度。
结语
为解决试制装配线存在的工艺流程繁琐、纵梁合件上线作业困难、车架拼装作业效率低以及立铆作业困难等问题,项目组成员在充分调研国内卡车制造厂家制造经验的基础上,组织技术人员重新调整了装配工艺流程并开发设计了“纵梁合件自动上线装置”、“车架拼装用组合式平衡吊”及“立铆铆钳柔性化悬挂装置”等新装备。在工艺方案设计、工装设备选型等方面充分考虑到质量、成本和交期的要求,力争达到适应现场生产。新技术的大量应用,实现了车架试制装配线产能翻番的目标,为车架厂创造了一定的经济效益。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖