白车身焊接质量的闭环控制
通过分析传统电阻点焊面临的挑战,本文系统地阐述了为何要从恒流控制的技术工艺发展升级到使用中频电阻点焊的自适应技术工艺,并以博世力士乐的自适应控制技术的中频电阻产品为例,阐述了如何实现焊接过程中恒质量控制的工艺过程。
传统白车身电阻点焊工艺面临的挑战
1. 应低碳时代要求而不断推出的各种新材料的应用
目前,所有的汽车制造商都在致力于解决节能降耗的问题,其中一个重要的手段是通过解决降低车身的整体质量来降低百公里油耗。为了提高汽车的安全性能,必须广泛使用各种高强钢以及超高强钢,才能确保汽车的碰撞试验达到安全质量要求。
2. 新材料的焊接工艺参数公差范围更窄
各种高强钢以及超超高强钢、涂层钢等新型焊接材料,其焊接工艺参数范围更窄,特别在手工焊接时,由于操作焊钳时的姿态以及焊点位置的随意性,很容易造成焊点的质量不合格,从而给车身焊接质量埋下隐患。
3. 客户对汽车安全质量提出了更高的要求
当步入使用工频恒流的电阻焊接工艺的车身车间,映入人们眼帘的是飞溅的火花,这些是焊接时产生的飞溅,这些飞溅的发生多半是由于采用的焊点规范参数(焊接电流、焊接时间等)偏大引起的。为什么要使用这种焊接工艺参数呢?因为在现场生产线上进行焊接时,由于可能存在焊接分流、焊接压力的变化、装配间隙的不稳定、板材厚度以及材质的变化。为了弥补这些焊接时的外界干扰因素,我们需要在那些理论计算出的焊接规范参数之上,增加一定的保险因数,即增大焊接规范以弥补由于各种外界干扰因素而可能引起的焊点质量的弱焊或开焊现象,也就是采用冗余能量的焊接参数规范方法。但即使这样也不能100%地确保焊接焊点的质量,因为我们还是无法实时控制每个焊点实际的焊接能量是否足以生成合格的焊点,即这是一种开环的焊接质量控制工艺。随着整车制造工艺的不断革新,以及客户对汽车安全质量提出了更高的要求,汽车的三包政策也即将实施,传统的白车身对焊点质量的开环控制工艺已经不适宜时代的要求,因此采用对焊点质量的闭环控制焊接工艺成为白车身制造工艺的必然选择。
如何解决这些难题?目前,广泛使用的中频电阻点焊的自适应技术可以很好地解决这些问题。一方面,采用中频焊接技术可以解决各种新材料工艺参数的苛刻要求,另一方面,电阻点焊的自适应技术可以对每个焊点的工艺参数实施精确的控制,无需采用冗余能量的粗糙焊接工艺参数的方法,既减少飞溅,节约能源优化工作环境,又可以实现焊接过程中对焊点质量实时的闭环控制。
中频电阻点焊的自适应技术
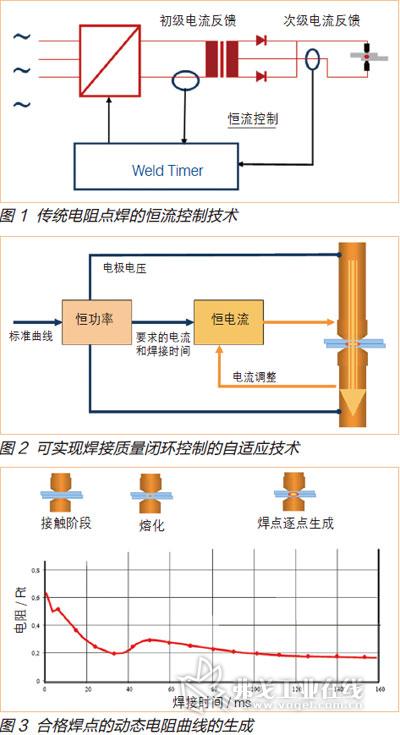
1. 传统电阻点焊的恒流控制技术
如图1 所示,传统电阻点焊的恒流控制技术只是对焊接电流进行了闭环控制,不是对焊点质量的实际闭环控制。如果焊接过程中,现场出现了对焊点的外界扰动因素,如焊点分流、焊接压力波动、电极磨损、焊接板材变化及板件装配不良等,则无法确保焊点质量,从而会出现焊点焊核偏小,甚至开焊的质量事故。因此,采用可以对实际焊点质量实现闭环控制的焊接工艺技术,是解决以上问题的根本措施。
2. 中频电阻点焊自适应技术的基本原理
从图2可以分析出,焊点质量的自适应闭环控制技术,除了采集焊接电流参数,还实时地采集动态的焊接电压参数,并将其发送到焊接控制器的专用质量分析控制板进行处理。通过质量控制板的计算:R(t)=U(t)/I(t),得到实时动态电阻曲线,如图3所示。
中频电阻点焊自适应技术的工艺实现过程
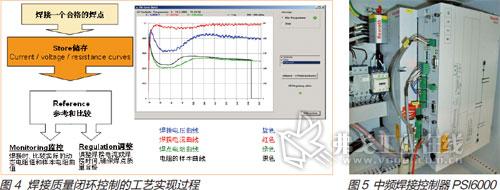
为了实现焊点质量的闭环控制,关键是要得到相应焊点合格质量的动态电阻样本曲线,然后将该样本电阻曲线下载到焊接控制器里,通过焊接软件开启焊点质量的闭环控制——自适应调节功能,接下来对该焊点的焊接过程,都是以该动态电阻样本曲线进行比对。如果焊接时由于外界的扰动因素,引起实际的焊接电阻值偏离了该曲线,焊接控制器里的自适应功能就会自动调节,比如增大焊接电流或减少焊接电流,同时延长焊接时间等调节方法,来确保每个焊点的焊接能量大于或等于样本曲线时的值,从而确保焊点的质量,实现焊点质量的闭环控制,如图4所示。
使用自适应技术实现白车身焊接质量的闭环控制
以上仅仅说明了电阻点焊自适应技术的实现原理,但是这种技术是如何实现对焊接质量的闭环控制呢?在此,我们以博世力士乐的电阻点焊自适应技术产品的应用来进一步说明。
1. 选用具有电阻点焊自适应技术的中频焊接控制器
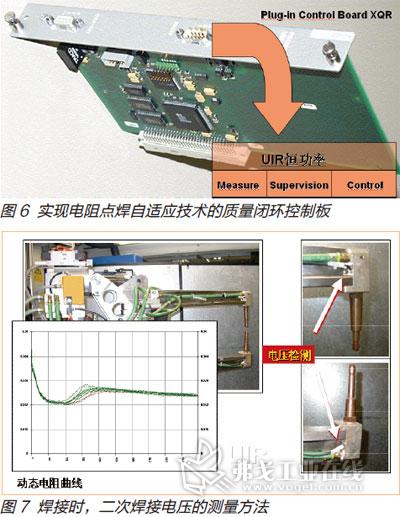
博世力士乐的PSI6300.630L是一款专用于焊接机器人的、基于DeviceNet通信方式的中频自适应电阻焊接控制器(见图5),外加一块质量控制板PSQ6000 XQR(见图6)以及一块以太网通信卡(Eth. 100MBd CC),便构成了实现质量闭环控制的硬件基础。
2. 选用安装好中频焊接变压器次级电流检测和次级焊接电压检测的机器人焊钳
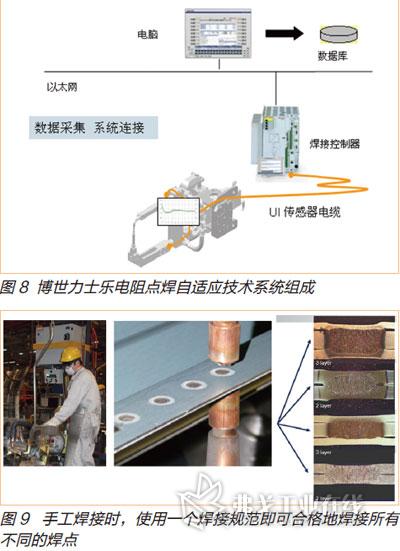
这种焊钳能实现在焊接过程中,对焊接时的二次电流和二次焊接电压进行实时测量,如图7所示,并将测量值传送到博世力士乐的焊接控制器对应接口,进行处理和分析。自适应技术整体软硬件系统组成如图8所示。
使用该系统时,首先在恒流状态下同时开启动态电阻的测量模式,并通过BOS6000焊接专用分析和记录软件,来对焊接过程中焊点的每个动态电阻曲线进行记录和分析,从而得到某个焊点合格焊接质量的动态样本曲线。
3. 博世力士乐的电阻点焊的自适应技术可以精确地识别不同的材料组合,而产生不同的动态电阻曲线
我们给出5种不同的焊接板材组合,通过博世力士乐的电阻点焊自适应技术产品,在恒流状态下同时开启动态电阻测量模式,可以识别到5种不同的动态电阻曲线。
4. 博世力士乐电阻点焊自适应技术的质量闭环控制
在手工焊接工位,我们需要使用一套焊接规范来焊接该工位的多个焊点,这些焊点的板材组合各不相同。我们选用了这些焊点电阻曲线的平均值或选用了其中两条动态电阻偏小的曲线平均值后得到的样本曲线,下载到焊接控制器里后,然后开启自适应技术功能。接下来便可以使用该样本曲线,使用一套焊接规范来实现该工位所有焊点质量的闭环控制。但是,如果下载的动态电阻曲线在开启自适应功能后,不能保证该工位所有焊点质量合格,则需要重新设置焊接规范(焊接电流、焊接时间和焊接压力等),重新采集新焊接规范下的样本曲线,直到得到的样本曲线下载到焊接控制器里后开启自适应调节功能,该工位所有的焊点可获得合格质量的焊接结果为止。
如图9所示,手工工位我们使用一套焊接规范,焊接该工位不同板材组合的焊点,得到的焊点质量都是合格的。
电阻点焊自适应技术应用实例
我们以具体的实例应用分析来进一步阐述博世力士乐的中频电阻点焊的自适应技术,实现焊点质量闭环控制的原理。
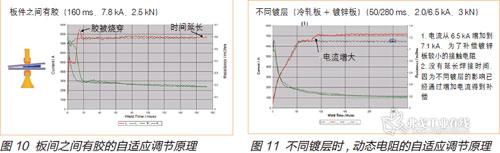
实例一:当遇到焊点板间有胶时,自适应技术的调节过程如图10所示。开始焊接时,实际焊点的动态电阻值(绿线)大于样本曲线的动态电阻值(黑线),焊接系统分析认为板间有胶的存在。为了得到合格的焊点,必须首先将该胶短在一定的时间内烧穿,实现该焊点处板材的良好接触。从图10中也可以看出,焊接系统自动升高焊接电流,在20ms之内将该胶烧穿后,实际的焊接电阻和样本电阻曲线的电阻值非常接近,系统就自动将焊接电流值恢复到7.8kA;在160ms焊接结束时,由于开始阶段的20ms用来烧胶了,属于无效的焊接时间,为此,焊接系统自动在160ms之后延长焊接时间20ms,以确保合格焊点质量的要求。
实例二:针对不同镀层时,博世力士乐的电阻点焊自适应技术也能很好地进行调节控制。如图11所示,实际焊接的动态电阻曲线值比样本动态电阻曲线值要小,系统分析焊点处的电阻值变小了,便自动升高焊接电流,即从6.5kA升高到7kA,这是为了补偿镀锌板较小的接触电阻。此处没有延长焊接时间,因为系统通过升高焊接电流来自动补偿了接触电阻降低的绕到因素影响,也实现了焊点质量的闭环控制。
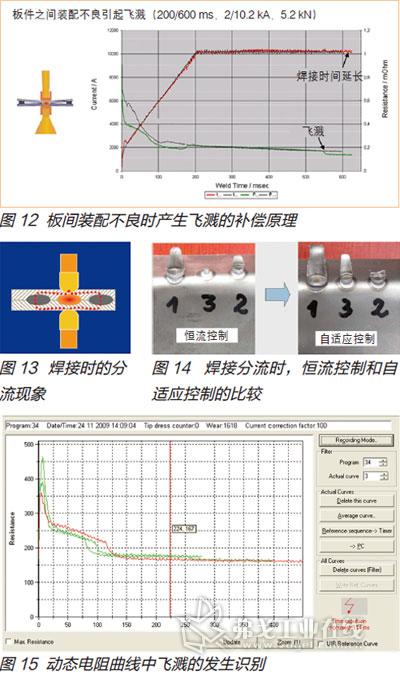
实例三:板间装配不良引起飞溅的自动补偿过程。如图12所示,在焊接到550ms时,焊点处出现了飞溅,由于飞溅的原因,该焊点处的熔核有部分变成了飞溅。为了补偿该焊点熔核及其质量,焊接自适应技术系统自动在焊接结束的600ms时补焊了50ms,以确保该焊点的质量合格。
实例四:焊接时,自适应技术能自动补偿焊接分流的影响。我们知道,在现场进行工件焊接时,无法避免焊接分流的现象。如图13所示,在焊接中间这个焊点时,如果在恒流控制焊接时,中间焊点的焊接电流将会由于左右焊点而发生分流现象,这势必会使得中间焊点的熔核直径偏小(焊接电流变小),甚至出现开焊现象,严重影响焊接质量。但是,如果使用博世力士乐的自适应电阻点焊技术,其焊接系统可以自动补偿焊接电流和焊接时间,以确保中间焊点的焊核直径满足工艺要求。实际的焊接效果比较如图14所示,由此可见,只有采用自适应的电阻点焊技术,才能真正补偿分流对焊点质量的影响。
实例五:采用动态电阻的自适应技术,可以实现对焊接飞溅的优化和消除工作,即可以节约能源,又可以优化焊接车间的工作环境。引起焊接飞溅的原因有很多,飞溅又分为前期飞溅和后期飞溅。在采用恒流控制焊接工艺技术时,我们很难准确判断焊接时发生飞溅的具体原因:是由于装配不良引起的飞溅,还是由于焊接规范太大引起的飞溅,或是其他原因引起的飞溅?通过使用自适应技术条件下的实时动态电阻曲线,我们能够很容易地识别飞溅是在什么时候发生的,从而确定是前期飞溅还是后期飞溅,然后根据飞溅发生的具体阶段,再进一步分析飞溅发生的原因,直至最后消除该飞溅。焊接控制器自动识别出所有发生的飞溅,并通过博世力士乐的BOS6000软件,在用户的PC上通过图形显示出来。从图15中可以看出,对于某个焊点对应的焊接程序34有3条动态电阻曲线,从而显示出,在焊接过程中该焊点都出现了飞溅,飞溅的发生时间在114ms左右。
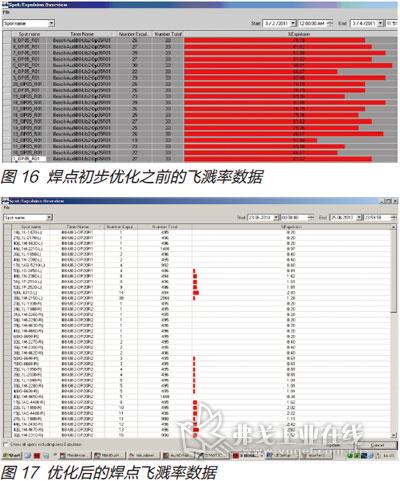
博世力士乐的动态电阻的自适应技术可以对焊接过程中的每个焊点的飞溅率进行记录和优化。如图16所示,某个车型的部分焊点在飞溅没有优化前其飞溅率很高(红色行条),经过博世力士乐的电阻点焊的飞溅率优化技术,最后可以得到如图17所示的焊点飞溅率,直到满足客户的工艺质量要求。
实例六:精确检测机器人焊钳每次修磨后的效果。目前汽车的焊接自动化程度越来越高,特别是广泛使用的焊接机器人技术,使用了气动伺服或电伺服的一体化机器人焊钳,焊接过程中需要进行电极修磨功能,以满足高质量的焊点要求。在以往的恒流控制时,我们无法判断机器人焊钳电极修磨后的效果。很多情况下,机器人焊钳电极虽然进行了修磨,但是有可能修磨效果不好,影响到后续的焊点质量。通过使用博世力士乐的动态电阻的自适应控制技术,可以精确地识别电极修磨后的效果,如果修磨效果不好,焊接系统会发出报警信息,工作人员便可以及时发现现场存在的问题。例如,由于焊钳电极发生变形,便会引起电极修磨时发生动静电极错位现象,在这种情况下,虽然电极进行了修磨,但当通过对修磨后的动态电阻的测试比较,以及对电极修磨后空焊接时相位角的调节控制后,可以十分精确地实现机器人焊钳修磨后的效果检测。
结语
通过上述系统的分析可知,传统的恒流控制的电阻点焊工艺无法实现焊接质量的过程控制,只有使用恒质量的中频电阻点焊的自适应技术工艺,才能实现对焊点质量的闭环过程控制。本文以博世力士乐的中频电阻点焊的自适应技术产品为例,阐述了如何实现焊点质量的闭环控制,确保焊点质量。目前,博世力士乐中频电阻点焊的自适应技术产品在国内各大汽车厂,如北京奔驰、华晨宝马、大众汽车、重庆沃尔沃 、长沙菲亚特、长安福特、东风乘用车、一汽轿车、观致汽车、神龙汽车以及奇瑞汽车等,已得到了广泛应用。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖