镀锌板焊接参数研究
正确地选择设备和焊接方式及正确的参数匹配是防止焊接缺陷的重要保证手段,本文对影响焊接质量的各种因素进行了分析。
如今镀锌板材料的应用越来越多,人们对镀锌板的焊接质量要求也越来越高。由于镀锌板表面有一层锌膜,镀锌板锌的熔点为419℃,沸点为907℃,低于铁的熔点1500℃。在镀锌板焊接时,首先会把锌膜破坏,然后对基板进行熔化焊接。镀锌板焊接质量受焊接设备、焊接方法、镀锌板表面的锌层厚度和焊接参数匹配等多种因素的影响,其中焊接参数匹配是最重要的影响因素。
焊接参数的影响因素
焊接电流、焊接时间及电极压力为焊接三要素,任何一个参数都会影响其他两个参数,若三要素匹配较差,焊接质量将无法保证。电极端面、电网波动同样不可忽视,会影响到焊接三要素。
1.焊接参数的影响
(1)焊接电流的影响 电流过大,焊接处的温度升高,当温度高于未加热端的电流时就会产生温差电流,而温差电流总是从高电位金属流向低电位金属。随着焊接区温度的不断升高,温差电流也不断增大。当焊接电流的流向与温差电流的流向相同时,焊接电流的增大导致焊接电压升高,如果电极压力不够,就会在焊接电压增大点产生飞溅,导致焊接质量下降,同时,温度太高可能会造成焊点焊穿(见图1)。对于镀锌板的焊接,焊接电流对产生热量的影响比电阻和时间都大,因此在点焊过程中,它是一个必须严格控制的参数。
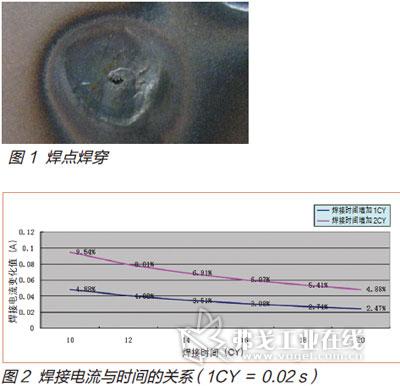
(2)通电时间的影响 在产生的热量不变的情况下,焊接时间增加的百分比,约相当于焊接电流增加百分比的两倍(见图2)。所以焊接时间的增加也会产生温差电流,同时会使焊接电压升高,焊接处不断受热,金属受热来不及冷却造成金属屑飞出。焊接时间长短对点焊质量的影响也很大,时间过长,热量输入过多也会产生飞溅,降低焊点强度。为保证焊点的熔核尺寸和焊点强度,焊接时间与焊接电流在一定范围内可以相互补充。

(3)电极压力的影响 电极压力取决于焊钳的型号、气压的大小以及被焊金属的性能等。电极压力应足以在焊点达到焊接温度时将其完成压溃,并使两工件紧密贴合。电极压力过大,单面面积产生的热量减小,焊点由于过早的压溃,同时因电流减小而降低焊点强度,熔核尺寸下降,焊点压力太深(见图3)。电极压力过小会导致工件接触点减少,接触面积小,通过的电流增大,单位面积产生的热量升高,所以压力过小会产生严重飞溅。一般认为,在增大电极压力的同时,适当加大焊接电流或焊接时间,以维持焊接加热程度不变,对于普通钢板,电极压力一般需增加15%~30%。
2.焊接参数匹配的影响
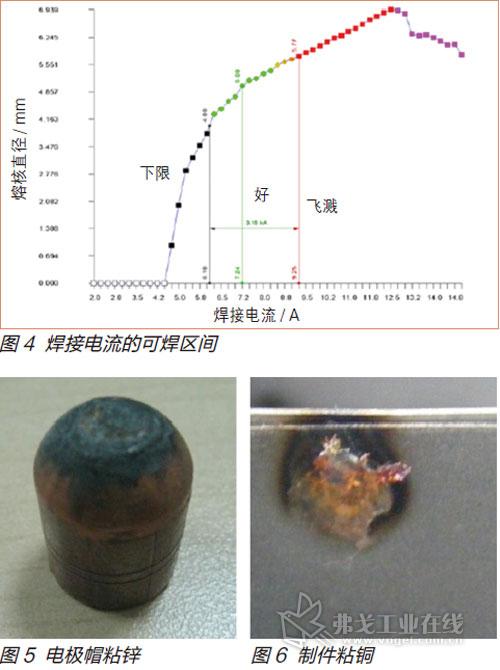
焊接镀锌板时需增加焊接电流、焊接时间及电极压力,但是增加的幅度应根据现场实际情况而定,三个影响因素是相互作用和影响的,针对一个影响因素变化,很难找出最佳参数规范,在寻找最佳参数组合时应先固定一个影响因素不变,寻找其他两个因素的可焊范围,然后变化固定的那个因素,同样找出其他两个因素的可焊范围。焊接电流的可焊范围如图4所示,两条竖线的范围为焊接电流的可焊范围。根据试验制定出三个影响因素的范围,在三个规定因素的范围中,选择中间值作为基准,采用DOE科学的试验方法找出最佳的参数组合。
3.电极端面对焊接参数的影响
电极帽和镀锌层发生反应形成黄铜,导致电极帽产生粘锌现象(见图5)或者制件产生粘铜现象(见图6)。焊接少数焊点后,电极就必须进行修磨,电极帽多次修磨后电极磨损严重,导致电极寿命降低。
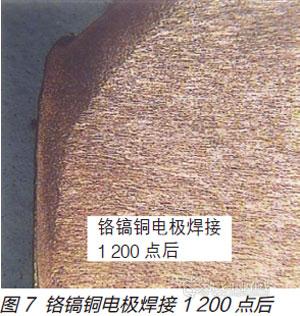
根据电极帽厂家提供的数据显示,铬镐铜在焊接1200点之后,电极表面严重磨损(见图7),电极端面直径变大,单位面积通过的焊接电流密度减小,造成焊接部位的热量减少,焊接件熔化程度不足,导致焊接质量下降。电极端面变粗、电极导电性差也是造成焊接质量下降的重要原因。
4.电网波动对焊接参数的影响
镀锌板的焊接,对电网的承载能力要求较高,由于镀锌板的焊接需增大焊接电流,热量总输入较大,在焊装车间,同一个变压器带动多台设备,电压和电流都是不断变化的,电压和电流在设定值上下波动,当电源电压多次处于设定值上偏差波动时,电流也会在其上偏差波动,当瞬间电流超过电网承载力时会产生跳闸,影响车间生产。焊接热镀锌板时对电力设施配备要求较高,此种情况下建议更换采用功率较低的焊机。
避免镀锌板焊接缺陷的措施
不同的工厂采用的基础设施不同,应根据工厂的具体情况进行分析研究。从各个工厂的共同点来看,避免镀锌板的焊接缺陷应从以下几方面进行分析:明确焊接过程中的电流、焊接时间及电极压力的变化分别对镀锌板焊接的影响;焊接电极修磨的规范及修磨频次的要求;焊接方法的要求;分析电网承载力及设备负荷是否都满足可焊要求。
1.焊接参数方面
对于热镀锌板的焊接,焊接电流对产生热量的影响比电阻和时间两者都大。因此在点焊过程中,焊接电流是一个必须严格控制的参数,电流过大产生喷溅,焊点强度下降。焊接时间的长短对点焊质量影响也很大,时间过长,热量输入过多会产生喷溅,降低焊点强度。为保证焊点的熔核尺寸和焊点强度,焊接时间与焊接电流在一定范围内可以相互补充。为了获得一定强度的焊点,我们可以采用大电流短时间(称为强规范)或小电流和长时间(称为弱规范)两种条件,这取决于金属的性能、厚度和所用的焊机功率。
2.电极及电网方面
为了保证更好的焊接质量,我们应尽量采用氧化铝铜材质的电极帽,这不但在粘铜方面有较好的效果,而且可以降低修磨频次,在制件粘铜、电极粘锌的问题上应采取强循环水冷却的方式对焊机进行改造,保证电极的冷却效果。在焊接过程中同时要注意焊钳本身的问题,如电极错位或者两电极不能完全贴合等情况。对于电缆损耗的问题要及时增加电流补偿功能,更换电缆,若电缆更换频繁,建议更换大功率工频焊设备或者中频焊机。
在电网波动方面,由于焊接设备多而造成电网的不稳定,对于经常跳闸的焊装厂,需要增加大容量的变压器;更换小功率的中频焊机,电流、电压稳定可以减小对电网的瞬间冲击;安装群控系统,控制大量焊钳同时动作,避免焊钳大量同时使用而造成的电网承载力超负荷;若工厂采用的焊接设备导致电压不稳定,建议每个焊接电源配制稳压器,防止电源波动导致的参数变化。
实践证明,通过对以上几个方面的控制,能够确保镀锌板的焊接质量。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖