让MFH发挥极致性能的秘诀,看完你就会了!
上期对于京瓷铣削刀具的理念和产品阵容扩充进行了介绍。这次,想按照预告的那样,对如何发挥MFH的性能进行介绍。
与普通的立铣刀比较
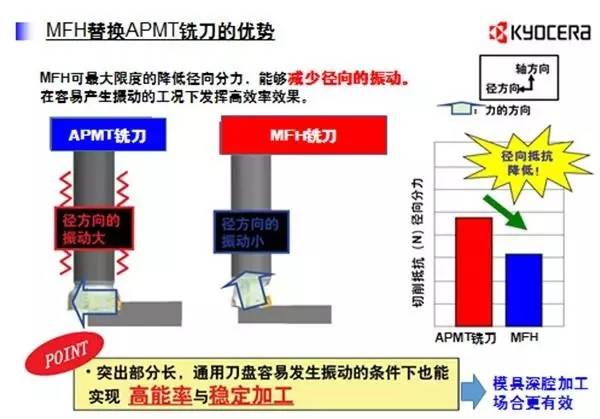
一般使用90°的立铣刀加工时使用的都是刀具的外缘进行加工,所以刀具所有受到的弯折压力是最大的。而且,使用刚性较低的小型加工中心或悬伸较长的加工时容易发生振刀。
MFH的切入角度为10°,且切削阻力为轴方向,使用刚性较低的小型加工中心或悬伸较长的加工时也不容易发生振刀。加工中的振动是刀片崩损等,是造成包括加工面粗糙度不稳定等的主要原因。利用MFH不容易振刀的特性可实现长寿稳定加工。
要点
需要注意的是加工的进给参数需要比以前更高。如果像前述的那样,用同样的进给进行比较,设90°的立铣刀的切屑为100%,MFH的切屑厚度仅为17%,就算解决了曾经的振刀问题,MFH的切屑太薄切削效果会变差。请用于高进给加工。
与普通的高进给铣刀的比较
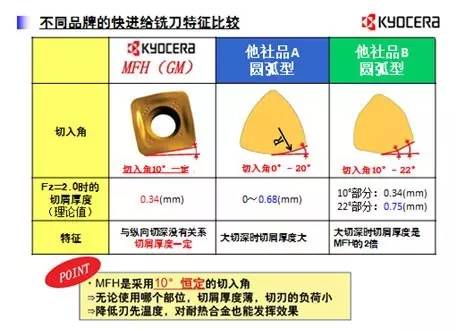
高进给加工时有一个很重要的影响要素就是切深与进给。普通的高进给立铣刀主要使用的为圆形刀片和W型刀片。但是使用这些刀片加工时,只要切深稍微有一点变化,切屑的厚度就会发生变化。为此,不管什么样的加工,只要切深有波动,进给的提升就会产生限制。
MFH由于就算切深发生波动,切入角也不会有任何变化,不会有上述限制。另外高进给时还有一个问题,就是刀片与工件初次接触时所收到的冲击大小。为了防止刃口一次性全部接触到工件所以在MFH的切刃上进行了凸起设计。
和整体式立铣刀的比较
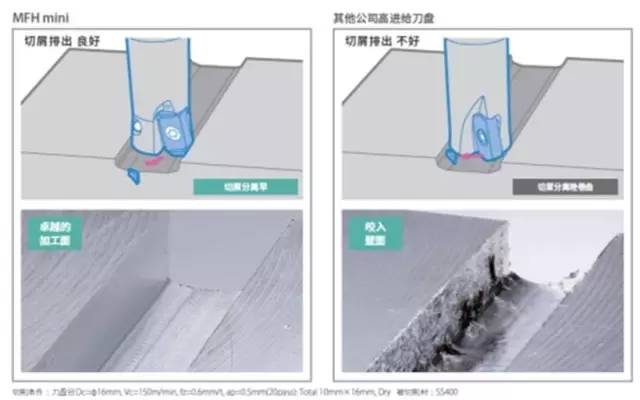
小直径整体式立铣刀可以做出多齿构造,而且床台进给也很快,但是每齿进给并不快。由于排屑槽相对较小,想要提升一点每齿进给也会因为负荷的原因造成崩损。
MFH采用高进给加工,切削速度比以往刀具要快好几倍,因此切屑会高速飞散,因此MFH在槽加工领域性能可以得到极大发挥。直径越小,MFH的效率提升效果越大。MFH-MICRO最小直径可做到∅8。与整体式立铣刀相比较时,效率会得到极大提升。

难削材加工
一般难削材被分为耐腐蚀合金(SUS等)和耐热合金(镍基合金、钛合金),热传导率较低,加工容易发生硬化,因此刀具损伤一般都为一次边缘磨损。MFH因为能够抑制切屑厚度,即使进给提升刀片的负荷也不会上升。
并且在难削材加工时,进给越大,加工硬化和温度对长寿稳定加工的影响越小。MFH的高进给性能能够有效得到发挥。除此以外,排屑对难削材加工的影响也非常大,如果排屑不好,刀具会因为咬入加工硬化后的切削造成崩损。MFH基于独特刀片形状,排屑效果优秀,稳定性、寿命大幅提升。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖