汽车总装线设计步骤和方法
一、总装工艺的任务
总装的任务就是将发动机、变速器等各种各样的零件、组件及部件依据一定的装配技术要求和装配关系组装在车身基体上, 构成一部完整、合格的汽车。根据总装车间的职责及总装车间平面布置, 在总装车间内完成的主要任务有:配套件的存放和发送, 各种总成和零件、部件的分装, 车身一次内饰装配 (见图1) , 底盘装配 (见图2) , 二次内饰装配 (见图3) 及整车的各类检验、返修补漆及调试工作, 确保整车合格入库。
二、工艺规划思路
汽车总装工艺装配流程为:一次内饰装配→底盘装配→二次内饰装配→CP7调整→四轮定位检测→转数测试→尾气分析测试→路试→淋雨检测→整车检验→入库。
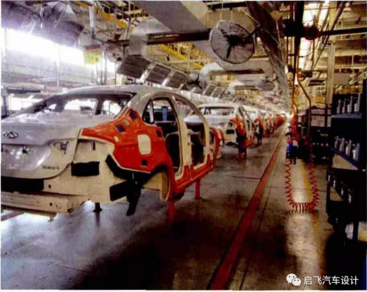
图1 内饰装配一线
面对新车型的导入, 对现有车间工艺平面布局及工序的规划是第一要务, 是进行总装规划的重要依据, 其包含内容众多, 包括车间厂房基本数据 (面积、气、水、电及暖等) 、主要设备位置及参数。车间各区域的用途是进行工艺规划的主要依据, 工艺及设备均以上述文件为原始资料进行规划。
新车导入时的工艺和设备规划要考虑许多因素, 基本有三方面:一是具备生产线的通过性要求;二是满足新车及共线车型的技术、品质要求;三是满足生产能力及生产性目标达成的要求。这三方面既规定了工厂生产的产品范围和生产能力, 也基本确定了工艺规划的规模。

图2 底盘装配线
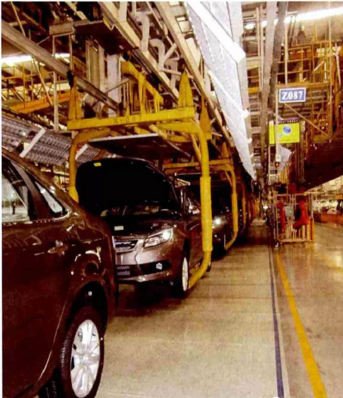
图3 内饰装配二线
目前, 国内外的轿车总装工艺规划向着自动化、模块化、平台化、标准化、智能化、数字化和人性化的方向发展, 尽可能采用PLC装置进行设备控制, 总成采取模块化供货。生产线的起动、速度与生产管理系统联网, 设备停工信息时刻与生产管理相联系。因此, 在新车导入工艺规划时也要考虑新工艺、新技术的应用。
三、工艺规划目标
工厂、生产车间的主要目标就是达成生产纲领, 但同时也要考虑质量目标、成本投入和交货期。进行工艺规划的主要目标有以下几点:
(1)生产纲领就是新车批量生产时要达到的年产量, 多品种生产时还要区分不同车型的年产量。
(2)质量目标是指新车批量生产后出厂时的装配、性能质量数据, 不同的质量目标将直接影响到投入资金及人力的规模。
(3)成本投入根据对新车的收益性分析, 成本必须控制在合理的范围内, 这包括可以作为固定资产的投资成本和作为新车导入必备的试验、试制费用, 以及新车所需的如人力、工具、耗材、辅材等费用成本。
(4)交货期是指新车试制过程中的交车日期。交货期满足要求后, 后续生产准备阶段需满足的各项指标要求及批量生产阶段的交车日期也就不难保证了。通常, 为了降低资金占用率而尽可能地减少库存, 追求与客户同步, 各公司会根据客户订单进行生产。为满足按客户订单生产的要求, 工厂必须制定相应的车辆交货计划, 为了达成这个计划, 必须对生产均衡率做严格的管理。
(5)新车型产品资料包括整车技术条件、车型外形参数及与总装配有直接关系的汽车各总成、零件的图样, 各系统的装置图, 零部件清单等, 这是进行设备及工艺参数选择的依据。
四、总装工艺装配线设计
1.确定生产车型
汽车装配生产的方式因汽车种类 (轿车、货车、客车、特种用途车等) 的不同而有所区别。例如:轿车的装配方法是用悬挂式输送设备将车身吊起架空, 由下方装配底盘、动力总成、后轴总成、油管及车轮等;而货车装配的方法则使用桥式输送机由车架上方装配前后桥, 然后翻转车架, 再由车架上方装发动机和变速器, 所以首先应确定该车的种类、型式、规格等。
总装二车间:A车型、B车型等轿车。
总装一车间:C车型、A车型、D车型和MPV等。
2.确定生产纲领
根据发展规划和设计目标确定生产纲领。因为随着生产量的不同, 装配的生产方式和流水作业的自动化程度也有所不同。如大量生产采用连续式生产线, 小批量生产则采用间歇式生产线。大量生产常采用先进的传送链运送零部件, 小批量生产则采用叉车、电动车和手动车运送零部件。
总装一车间生产纲领:双班, 5万辆/年 (一期) 。
总装二车间生产纲领:双班, 24万辆/年。
3.确定工作制度和计算年时基数
工作制度可根据需要采取一班制、两班制或三班制, 每班工作时间一般取8h。年时基数为一年内的工作时间。一个工人一年内的劳动时间称为工人年时基数;一台设备一年开动的时间称为设备年时基数;某一工作位置一年的工作时间称为工位年时基数。
总装一车间采用两班制, 每班工作时间为8h, 全年按251个工作日计算。
4.根据生产纲领确定生产节奏
生产节拍 (即装配节奏) T的计算公式如下:
其中t——设备实际年时基数, min/年;
μ——设备开通率, %;
n——年生产纲领, 辆/年;
m——全年工作天数, 天/年;
s——每天生产班次, 班/天;
τ——每班工作时数, h/班。
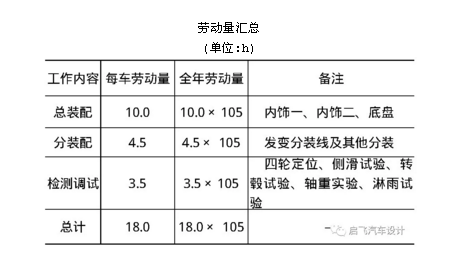
5.计算 (估算) 劳动量
根据产品 (所选车型) 结构和总装线设计中所采用的装配手段, 参照同类车辆装配的工时定额, 并考虑到生产批量和自动化程度以及工人技术水平等多种因数, 可初步确定劳动量 (见附表) 。
6.确定装配工位数
装配工位数C, 可用下式计算:
其中t——装配线上的总工时;
T——装配线上的节拍;
p——工位密度 (一般每工位2~3人) 。
7.计算工位长度
工位节距的计算原则:根据混线生产的车型中最大的车型进行节距设计, 一般情况而言, 应确保在车身的最大长度下, 装配空间大于0.8m, 且前后车不干涉, 有安全距离。
宽推板节距根据上面原则确定, 一般间距大于1.2m, 并根据混线车型数量, 适当增加。目前使用较多的节距为6m (干涉分析包括活动件开启过程中的最大数据) 。
推杆链根据混线生产的车型中最大的车型进行节距设计, 确保在车身的最大长度下, 装配空间在1.2m左右, 并圆整为链条节距的偶数倍, 取小数点后一位。
应从保证产品装配质量以及操作方便与安全生产等方面来决定装配产品之间恰当的距离, 但也不能太大, 否则增加装配线总长度, 使厂房加长, 投资增加。
五、结语
总装工艺规划真正的目的是要求投资与收益的平衡;总装工艺规划的水平高低, 直接影响到车辆的生产成本和车辆投产后生产线的效率。从工艺规划确定设备工艺参数到供应商开始设计, 再到生产线的投入使用及验证, 中间的环节很多, 需要协调的问题也很复杂、周期很长, 工艺规划水平的高低是决定新车导入项目是否能按期推进及新车批量生产后是否能正常生产的重要因素之一。
汽车是一种复杂的机电产品, 随着现代制造、电子技术的发展, 汽车产品呈现多样化、换代快速化的特点。如何使生产线的布局满足日新月异的市场需要, 实现工艺柔性化, 是现代工艺规划要考虑研究的问题。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖