基于FEM的变厚度板冲压成形技术研究
变厚度板冲压成形技术是汽车轻量化的有效途径之一。变厚度板(VRB)是指通过轧制技术,将坯料轧制成不同的厚度,从而制造成不同部位、不同厚度的特殊零件形状。变厚度板是20世纪90年代初,由德国亚琛工业大学金属研究所提出的,其核心是柔性轧制技术,即在钢板轧制过程中通过计算机实时控制轧辊间隙,获取沿轧制方向预先定制的变截面厚度板材,VRB厚度技术可控,通过零件合并、局部减薄等技术实现汽车车身的轻量化。
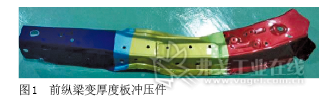
本文以江淮汽车某车型的前纵梁变厚度板冲压件(见图1)为研究对象,利用eta/Dynaform软件对其变厚成形技术进行模拟,针对板料厚度与材料性能进行探讨,通过对模拟结果与试验验证的研究得出变厚度板成形技术的可行性。
变厚度板典型工艺
VRB材料技术是一个典型的实现零件性能柔性分布的先进的制造工艺,VRB材料技术是实现汽车轻量化的主要途径之一,随着汽车节能和轻量化的需求,要求汽车零部件在满足性能要求的同时尽可能地实现重量的最小化,甚至同一零件的不同位置也要求不同承载能力的差异化,被称为零部件的性能柔性分布。变厚度板技术就是一个典型的实现零件性能柔性分布的先进典型工艺。变厚度钢板是通过轧钢机实现柔性轧制获得的。在轧制过程中,借助于特殊设计的轧机的压下厚度自动控制系统,控制轧辊的位置,使其间距实时地调整变化,从而使其轧制出的薄板在沿着钢板轧制方向上具有预先定制的变厚度分布。轧制是生产变厚度钢板工序的核心,但是得到满足冲压成形需要的钢板还要经过一系列的后续工艺过程,如退火、平整、涂层、剪切和涂油等。
退火可使轧制后的金属形变晶粒重新转变为均匀的等轴晶粒,消除形变强化和残余应力的影响,形成各向同性的坯料以利于进一步的冲压成形。平整工艺可消除材料的屈服平台,并获得冲压所需的良好的板形性能,为板料平顺输送和成形过程中板料的精确定位提供保障。表面涂油可有效地进行板料在运输和存放期的防腐,同时也会增加坯料冲压过程中的润滑效果。
变厚度板材料模型
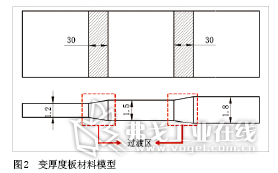
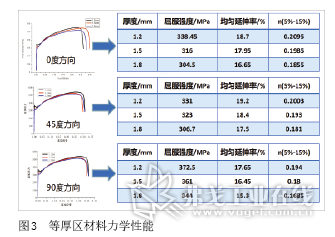
VRB材料技术的基础出发点是使零件结构中的任何一个部位的材料都会对整体结构起到应有的性能和功能作用。等强度原理就是零件在机构中的应力场不一定均匀,因此,可根据零件结构的非线性设计,形成结构内部应力场分布均衡,从而实现结构的最佳设计。变厚度板材料模型如图2所示,该模型材料厚度分别为1.2 mm、1.5 mm及1.8 mm,变厚度板的差异性主要与所处位置的厚度有关,与过渡区长度无关。材料模型各等厚度材料在轧制0°、45°及90°方向的材料力学性能参数如图3所示。
变厚度板零件成形模拟
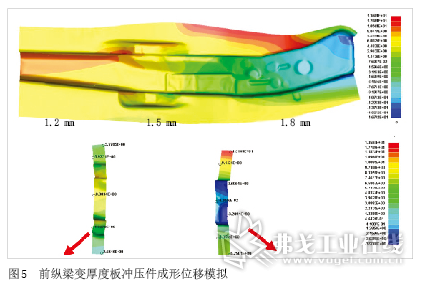
针对变厚度板数值模拟方法,我们通过Dynaform软件对图1所示的零件进行有限元数值模拟,对其冲压成形过程进行分析,通过对变厚度板冲压成形后的减薄情况及成形后的位移情况进行模拟研究,如图4和图5所示。
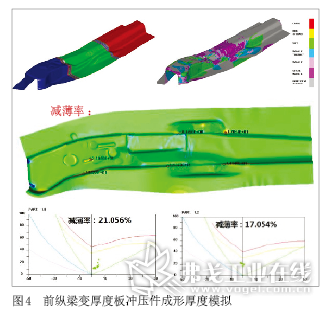
通过数值模拟,从图4可以看出,最大减薄率点没有出现破裂缺陷,同时最大减薄率点也落在FLD图红色线以下安全区域,也就是说减薄率最大的点没有出现破裂缺陷。
图5是前纵梁变厚度冲压件成形后的位移情况,由数值模拟结果可看出,1.2~1.5 mm厚度过渡区位移值都为正,及过渡区整体移向了1.5 mm的等厚度区域。1.5~1.8 mm厚度过渡区在两端向1.8 mm区域移动,而在零件顶端部分向1.5 mm区域移动。
试验验证
前纵梁变厚度板的物理验证中物理试验研究与模拟结果相吻合。变厚度板生产低端机组的主要技术参数如下:最大轧制力为5 000 kN,最大轧制转矩为
20 kN·m;张力为4.0~50 kN;最大轧制速度为3 m/s;工作辊弯辊力为0~50 kN;压下速度,空载≥6 mm/s,负载≥3 mm/s。
结语
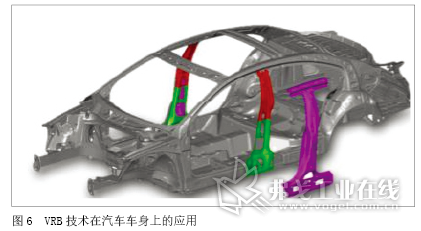
变厚度板冲压成形模拟结果表明:减薄率符合FLM安全要求;过渡区厚度位移整体移向了厚度大的一端。变厚度板冲压成形模拟实验与物理验证相吻合,前纵梁变厚度板成形技术应用可靠,均得到合格的冲压件。变厚度板技术在汽车车身结构件中的应用如图6所示,可以看出,变厚度板技术在汽车车身结构件上的应用比较广泛,变厚度板技术的应用可以有效地推动汽车白车身轻量化技术的快速发展。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖