底盘动力合装设备(RGV)典型问题分析
众所周知,承载式车身与前后悬架及动力总成的配合会影响到车辆的整体性能。合装如果出现偏差,会导致车辆前束角、外倾角等关键参数不合格,造成车辆检测不通过,增加维修成本。在大批量高节拍的车间,合装工位是节拍提升的瓶颈工位,高可靠性的合装设备是确保车间可动率指标达成的必要条件。
汽车动力合装的形式有AGV(自动导引车)、RGV(有轨导引车)、静音齿形链以及升降滑板等,我公司A工厂采用RGV形式,设备使用中存在取电异常、工件转接精度不足、举升丝杠损坏以及驱动差速器损坏等诸多问题,严重制约了总装车间的可动率,现将问题解决经验进行总结。
工作原理及部件构成
1.机械构成
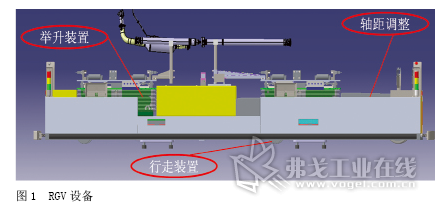
RGV设备按照机械构造划分共可分为3个部分:行走装置、轴距调整装置和举升装置,如图1所示。
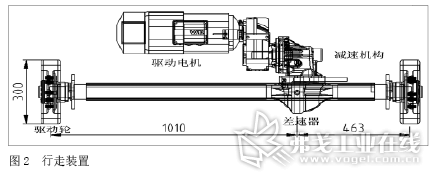
(1)行走装置
行走装置由一组驱动设备(图2)、四组随行轮(四角布置)以及两组导向轮(车体行进中心线)组成,动力由3 kW SEW变频电动机提供,实现RGV在整个轨道内水平运行。
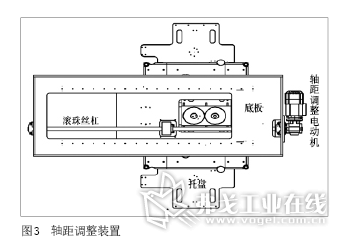
(2)RGV轴距调整装置
RGV轴距调整装置(图3)是便于不同车型合装时托盘定位销与上车身对正而设置的调整装置,其采用滚珠丝杠实现在2 400~3 000 mm范围内的调整量。
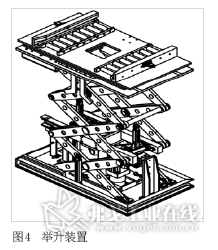
(3)举升装置
举升装置是将动力总成和后悬架举升至合装高度的装置,整体采用三级叉臂机构,采用四个2 kW伺服电动机驱动和齿轮传动、通过滚珠丝杠顶升能够实现1 020 mm的举升行程,具有下限位自动锁死功能,平台在高位具有X向±120 mm,Y向±50 mm的浮动量,如图4所示。
2.工艺流程
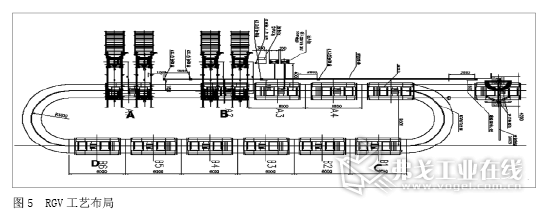
RGV工艺布局如图5所示。RGV自动转接工件(B点)后,运载前后悬架与车身对正(C点),并在底盘线下方与底盘线保持随行状态(CD段),通过自动举升,实现底盘与车身的结合;完成动力合装后,前后悬托盘在RGV的输送下自动返回(A点),全过程实现全自动。
典型问题的解决方案
1.RGV取电异常
在RGV使用的过程中,多次出现取电报警和自动断电。车体采用法勒无接触供电系统,取电器正常输出电压为560 V,测量报警RGV取电器输出电压为0 ~440 V不等。确定为取电故障。
经调查,取电器的取电效率与电缆和取电器的距离S成反比,且当S≥15 mm时,取电效率急剧下降,RGV使用2部3 kW取电器,驱动电动机功率为3 kW,当取电功率小于该值时,易造成驱动供电不足,使设备无法正常运行。
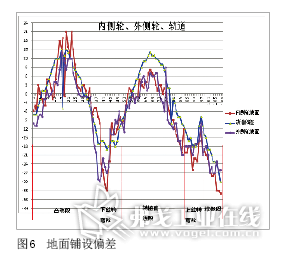
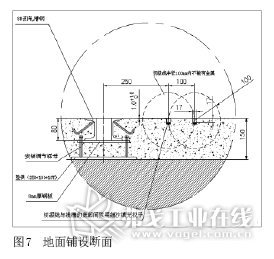
RGV车体制作误差为3 mm,地面铺设偏差极限值约为50 mm(图6),无法保证车体0 ~15 mm的取电范围要求。RGV运行区域地面采用二次浇筑,取电线缆采用聚氨酯浇筑的形式进行填充(图7),且地面运行一个月后出现反砂现象,对地面重新浇筑后铺设固化剂和无机纳米材料涂层,并对取电线缆铺设高度进行调节,以保证取电器取电效率。
基于以上过程,制定合装线运行区域要求:合装线运行区域基础采用整体地面铺设形式,满足地面平整度在4 000 mm×2 000 mm 范围内小于3 mm;地面承载能力4.5 t/㎡,地面许用压强4.5 MPa;供电电缆周围100 mm内不能存在金属。轨道可后期剔凿,取电线缆铺设采用高度可调节支撑架设,以盖板覆盖,便于快速调节。
2.主驱减速机选型问题
线体运行节拍须随车间生产计划进行变化,因此RGV运行速度要满足速度变化的基本需求。对全段运行状态进行分析:RGV运行最慢速度3.6 m/min(CD合装段,以30 JPH节拍运行),最快运行速度23.1 m/min(DA快速返回段,以72 JPH节拍运行),高低速相差近7倍。
RGV驱动电动机采用3 kW变频电动机驱动,在使用过程中发现驱动电动机异常发热,温度接近80 ℃,对RGV各个运行区间进行频率监控,发现RGV最慢速运行过程中,电动机运行频率为4.4 Hz,属于超低频运行。对驱动机构进行分析,基于机械结构和取电功率限制,确定通过改变传动减速比,来调整电动机运行频率。
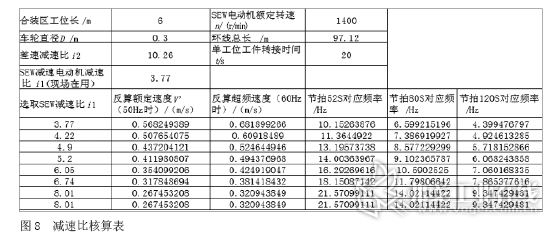
经分析变频电动机减速机减速比为3.77,驱动机构采用齿轮传动,其传动比为10.26,轮径为300 mm,重新选定驱动电动机减速机(图8),要求电动机运行频率为8~60 Hz,避免出现超高频和超低频运行状态。重新确定减速机减速比为6.05。
由于底盘合装线极限运行速度偏差较大,因此不建议选用变频电动机。建议采用伺服电动机作为驱动电动机,既能做到准确定位又能准确控制其运转速度。
3.驱动机构差速器齿轮损坏
差速器(图9)作为驱动系统中的关键部件,起到在直线段(AB段,CD段)传递电动机输出转矩,保证RGV直线行走的作用;在转弯段(BC段,DA段)起到差速作用,使内外侧驱动轮转速不同,保证RGV转弯。在使用过程中驱动差速器行星齿轮多次损坏,尤其以合装段(CD段)居多。当差速器行星齿轮损坏时,RGV停止运行,但底盘线会继续运行,造成发动机和车身拖拽,严重时甚至会造成产品报废。且发生在合装段的事故无法快速移出维修,进而造成车间长时间停线,处理时间长达30 min。

作为设备可靠性的关键参数,特对此问题进行重点分析,RGV全段运行存在3种极限状态,具体如下:
(1)直线低速行驶状态
在直线低速行驶状态下,设备在CD段以30 JPH节拍速度慢速运行,电动机输出转矩最大。
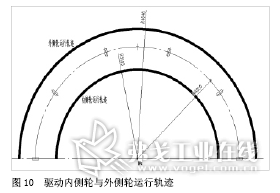
(2)转弯行驶状态
转弯行驶状态下,设备在BC段运行,差速器工作保证驱动内侧与外侧轮子形成差速便于转弯。内外轮运行轨迹如图10所示。
(3)合装段拖拽状态
合装段拖拽状态即在CD段,因RGV驱动系统损坏无法行走而导致底盘线拖拽RGV行走的状态。若合装段发生拖拽,则驱动轮所受的力为轮子的滑动摩擦力。
经计算,差速器行星齿轮单齿面受剪强度小于极限值,所以齿轮选材无问题。
对差速器齿轮进行金相分析,结论为基体金相组织不均匀,使整体使用性能降低。在差速器加工制造过程中,对重点部件材质处理工艺未做充分检验,造成部件使用过程中损坏。因此,建议RGV驱动采用舵轮形式,便于现场安装调试,且能够降低对地面精度要求;后期若仍采用该差速器结构,应对关键部件的加工质量进行管控。
4.举升装置
举升装置在使用过程中,出现顶升力不足、举升过程晃动严重等问题,且因RGV前后车体长度限制(5 200 mm),叉臂无法加长,因此对举升机构进行分析如下:
经以上对比,RGV叉臂式举升结构需结合工件的转接高度、合装吊具离地高度、工件自动转接形式以及举升行程选取对应的举升结构,且叉臂及连接轴需经过严格的数据核算,确保部件强度。丝杠举升结构应考虑安全性,避免选用链传动。
总结
RGV(有轨导引小车)作为价格低廉、技术成熟、应用广泛的底盘动力合装形式,越来越多应用于汽车装配行业,它具有结构简单、稳定可靠的特点,可帮助操作人员高效地完成合装
作业。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖