看吉利汽车如何完善焊装同步工程
同步工程(SE)又称并行工程,是开发时就考虑到整个产品生命周期内的所有因素(包括质量、成本、进度和用户要求)的一种系统方法。SE工作伴随焊装工艺科项目开发始终,是工艺最为重要的业务内容,也是一款车型品质保证的关键一环。
随着汽车行业的发展,同步工程在四大工艺领域已经得到了普遍的运用,目前制造工程中心在吉利集团中负责承接新老车型的工艺、工装开发工作,业务量极大。针对现状,有必要对吉利已完成的项目进行经验总结,完善焊装同步工程业务体系,以确保后续项目能够更快更好地完成。本文主要介绍了我们在焊装SE工作中的一些工作方法与经验总结。
全新开发车型焊装SE工作
整车项目开发过程中,焊装SE技术层面主要从事三方面工作:产品数据审核、工艺资料编制和试制样车验证。
1.产品数据审核
(1)竞品车对标分析
在项目前期策划阶段,公司市场调研部门会对相关市场信息进行系统地收集、整理、记录和分析,了解汽车消费趋势及消费偏好,从而进一步明确新项目的市场定位及对标车型。竞品车拆解分析报告如图1和图2所示。针对焊装来说,则主要是对竞品车的白车身设计结构和工艺方法进行研讨分析,以使本公司研发的新产品可以取其精华、去其糟粕。在吉利目前的项目开发过程中,逆向工程占很大比例,这就导致产品设计在借鉴、沿用竞品车车身结构时,有时并不了解竞品产品的设计理念、工艺方案及质量保证方法,导致做出来的产品有悖于竞品车的设计意图,与吉利现有的规划设备不匹配,基地用户也不能充分掌握产品的品质保证方法。
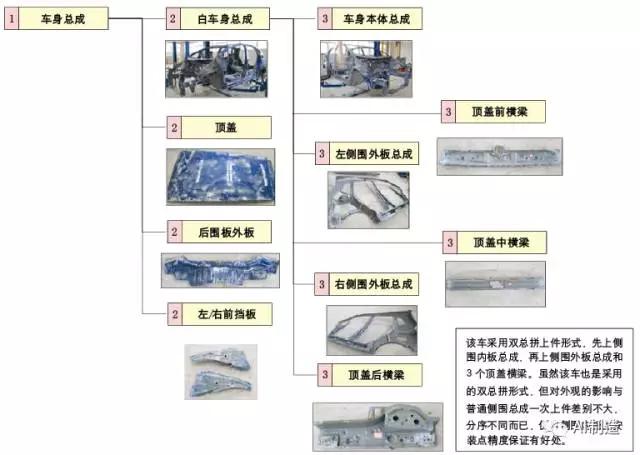
图1 某车型拆解分析报告
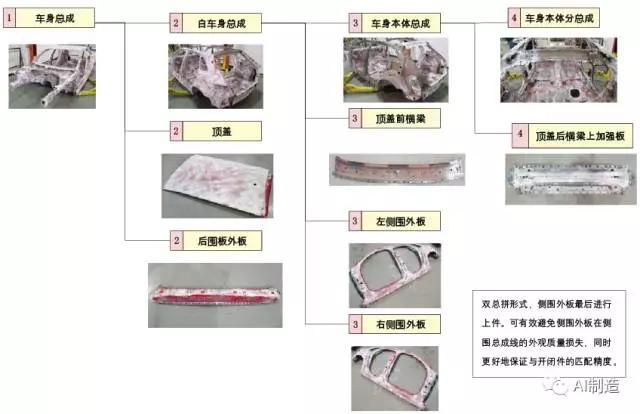
图2 某车型拆解分析报告
我们建议,工艺人员及产品设计人员应尽可能地去了解竞品车的设计理念和思路,有条件的最好去实际生产现场了解竞品车的制造策略、工艺方案及相应的设备情况,与吉利自身企业特点做出相应对比,从而使后续产品开发能与企业自身情况相结合,产品设计与工艺规划能够达成共识,使我们设计的产品更好地落到实处。
(2)产品数据分析
焊装SE分析主要包含三种数据:CAS、主断面及3D工程数据。CAS主要属于造型领域,与焊装关联性较小,一般不做重点分析。主断面数据焊装可以从车身结构方案、开闭件装配方式、焊接边宽度和装配干涉等方面进行初步分析。3D工程数据属于焊装SE重点分析对象,也是一切工作的基础。按照吉利目前的开发流程,数据发布节点主要包括TG0、TG1和TG2几个阶段,不同阶段焊装SE关注的问题点应有所侧重,确保产品开发能够顺利进行。
TG0阶段数据为粗略的三维数模,焊装SE分析的内容主要包括车身结构模块设置分析和工艺可行性分析等。车身模块设置分析,主要是指分析新的产品设计模块划分与以往吉利及其他主流车企是否有所不同,如果不同,它的优缺点各是什么,以及规划实现的可行性。工艺可行性分析主要是指分析新产品是否要采用一些特殊工艺(激光焊接、钎焊和冲铆等)。产品在设计上应尽可能地避免特殊工艺的采用,减少不必要的投入,在满足质量的前提下,最简单、合适的工艺才是最好的工艺。
TG1版数据已能够较为完整地体现设计意图,此阶段也是产品数据审核的重点阶段,所有可以预见到的问题点都应在此阶段尽可能多地提出,产品设计上的干涉也应在此阶段开始进行彻底排查。产品干涉检测的方法每个人各不相同,在此介绍一种我们经常使用的方法,能提高传统的剖切面检查效率。运用CATIA装配设计里面的碰撞模块,隐藏掉焊点,可以快速检测出每个零部件之间相互的干涉情况(见图3)。运用CATIA装配设计里面的距离和区域分析模块,可以快速检测出焊接面是否存在间隙、零件之间R角间隙是否合理(见图4)。TG2版数据原则上与TG1数据相差不会太大,在此阶段焊装SE需要将之前提出问题的整改情况做最后确认,同时对修改的零件做数据审核,最大程度确保TG2数据可以用来进行工装开发。
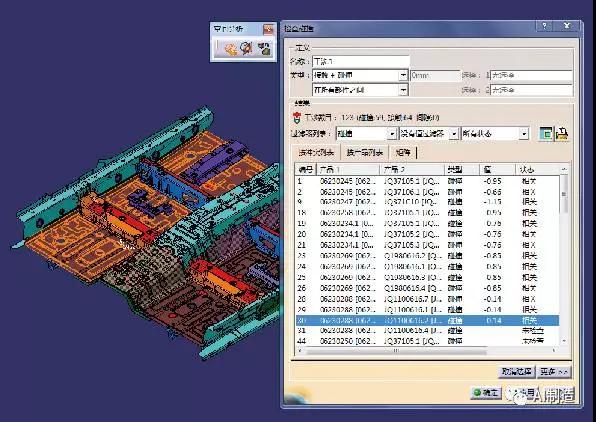
图3 数据干涉检查方法

图4 焊接面间隙及零件搭接R角的检查方法
ECR的质量完全取决于工程师的技术水平,作为焊装SE人员除了要掌握SE审查标准以外,平时也应注意生产实际经验的积累,对工装设备应尽可能地多去了解。前期分析的越透彻,后期出现的问题就会越少。随着现代化信息技术的发展,PD&PS等数字化虚拟仿真软件在焊装领域的运用也越来越广泛。此类虚拟仿真软件不同于传统的静态模拟分析,可以真实反映生产线的动态模拟情况,从而发现许多传统方式所不能发现的问题点。因此,虚拟仿真技术对推动汽车行业的发展有着重要的意义。焊装技术人员应与时俱进,掌握更多的现代化技术,推动焊装领域的创新进步。
2.工艺资料编制
焊装需要编制的工艺资料总类繁多,衍生文件多种多样,但最为重要、实用性最强的资料莫过于FLOW CHART及MCP&MCS。共线分析报告如图5所示。
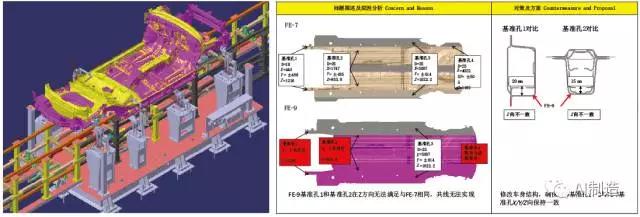
图5 共线分析报告
(1)FLOW CHART的编制
FLOW CHART指焊装的工艺流程图,里面信息应至少包含零件的名称、编号、图样、数量、焊接顺序、工位编号及自制外协区分等基本信息。在TG0阶段,数据达到一定质量的前提下,可根据BOM表信息对FLOW CHART进行初版的编制,编制总成的焊接层级。同时分析零件装配焊接的可行性,对于不满足焊装上件要求的位置,应向产品部门提出ECR。到TG1阶段,数据质量已比较完善,焊接、涂胶等工艺信息也已全部体现,此阶段可以进行详细的工位划分。通过规划节拍、制造策略的输入,工艺人员可以运用TIME CHART表对工位节拍进行计算,根据计算结果,重新分配工位数量,更新FLOW CHART。如要对此项工作进一步细化,可运用WELD LAYOUT表进行焊点划分。焊点的划分原则主要包含以下三项:①焊点的设置应保证总成结构牢固;②焊点的分配应尽可能分散,避免零件集中在一起上件,简化夹具结构,提高焊钳通过性;③焊点的分配应考虑在同一工位,1~2把焊枪是否可以满足使用。焊点分配完成后,接下来可以进行焊枪模拟,对分配的焊点进行验证及修改,同时对焊钳选型进行初步指定。
(2)MCP&MCS的编制
为保证车身精度及指导夹具设计,焊装需要对车身总成、零件的定位信息进行指定,MCP文件因此而来。因之前FLOW CHART里面的工位划分已完成并经过了一系列验证,所以MCP应按照FLOW CHART文件来进行编制。为保证模具、夹具和检具基准的一致性,MCP应尽可能与RPS、GD&T基准保持一致。但在实际工作中,由于RPS和GD&T由尺寸部门制定,但尺寸对于焊装夹具方面的考虑明显不足,导致MCP与RPS难以保持一致,影响夹具与检具基准的统一性。针对该问题,需要双方进一步保持沟通。
MCP的制定应遵照从大到小的原则,由整车基准一直到小分总成基准,尽可能保持一致。MCP制定时除了保证白车身精度外,还应考虑焊点的可达性、夹具的可实现性以及员工的操作性。
除了上述几项工艺资料外,焊装还需要平面布置图、涂胶图、标准件清单、设备构想图及设备清单等。各项资料之间应保证相互关联性与准确性,因此制作工艺资料时,在人员满足的情况下,最好按车身模块进行人员划分,由专职人员负责专门区域(如上车身、下车身和开闭件各一组),避免人员重复了解工作,也能避免资料之间关联性差的问题发生。
3.试制样车验证
样车试制阶段,焊装工艺人员主要针对前期所提的ECR进行验证,在试制生产中发现关于设计上的问题点,也应以ECR的形式向设计部门进行反馈整改。还要对工艺资料的合理性、准确性进行验证,对于不合理处及时修改,确保量产工装设备满足使用。但在实际工作中,由于各部门侧重点不同,提出及看待问题的角度不一致,导致有些次要问题点被过分强调、突出,浪费了工艺人员很多精力去处理应对,背离了试制阶段本来的意图。
在试制阶段,项目人员目标应达成一致,从产品设计根源来分析、调查问题点,不应过分追求造车效率,应给试制留出充足的验证时间,确保产品设计问题点尽可能多地暴露出来。
升级改款车型焊装SE工作
从某些角度来讲,改款车型的焊装工作比全新开发车型难度要大。因为有现有生产线等诸多限制,改款车的设计会存在很多矛盾,既要满足性能品质的提升,又要满足现有设备的共线生产,所以这就要求焊装工艺人员不仅要考虑产品本身,还要对现有生产线设备、工艺等信息进行充分了解。
为了满足共线生产,首先我们要考虑改款车型是否要采用新工艺及工装设备能否满足共用。从设计角度,应避免采用现有生产线没有的工艺方法,同时尽可能遵照原有的工艺流程,降低改造难度及风险。工装设备分析主要包括:MB线、UB线、二级总成自动线、搬运抓手、EMS输送吊具、调整线及WBS线的共用性分析。针对不能满足共用的位置,工艺人员应提出ECR,让设计进行修改。对于实在无法修改的位置,就要考虑设备改造的可行性,与规划人员及设备厂家一起来商讨决定改造方案。
共线分析需要有夹具设备图样作为基础,但由于老款车型数据管理不到位,导致图样收集非常困难且资料准确率较低,给共线分析增加了很大难度。目前看来,改款车型在批量试生产阶段难免会暴露出很多问题,增加很多设变。为了尽可能避免该现象的发生,在工程设计阶段,基地技术人员也应参与到数据审核当中,从生产实际角度提出问题点,不应等到数据冻结才开始工装开发工作。
焊装SE是一项以经验为主导的工作,很多问题难以用理论完全解释清楚,但人们都希望问题有一个答案。我们只有理论与实践相结合,在实践中总结经验教训,完善业务体系,才能在应对未来挑战时更加游刃有余。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖