浅谈加工相关废液减排方案研究
在生产过程中,加工中心和清洗机会产生废弃的乳化液。由于我司没有具备运输资质的物流车,故委托危废处理公司代为处置。因此开展节能减排研究对于公司节能环保行动具有现实意义。
加工相关废液研究的主要内容
1.目前对于加工相关废液主要的处理方式
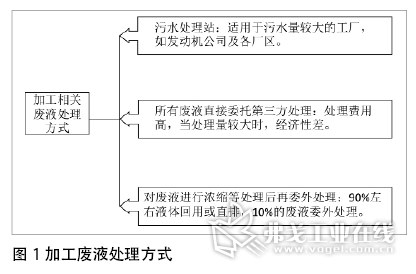
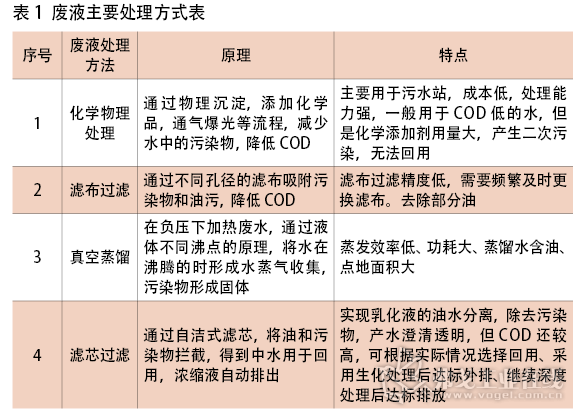
目前在生产实践中废液的处理方式主要有三种,如图1所示。目前公司采用直接委托第三方处理的方式。其主要问题是废液处理量较大,而且当进行设备倒槽时,清洗箱体的废水虽然相对正常废液污染要少很多,但也要等同废液处理。一般废液处理工艺有4种,具体如表1所示。
2.本次研究的主要内容
本次研究的重点主要分为以下两个方面:首先,从源头进行控制研究废液变质原因,提出合理的日常管理和维护等措施。其次,对国内废液处理回用装置进行研究,达到废液大部分回收利用,小部分委外处理的可行性。
减少加工废液产生量及验证状况
1.加工相关废液需要更换的原因分析
目前我司与加工相关的废液分为两大类,即切削液和清洗液。其中,清洗液更换的主要依据为液体变质与异味;而切削液因其在加工过程还有非常关键的润滑功能,故表现出与清洗液不同的特性,如图2所示。
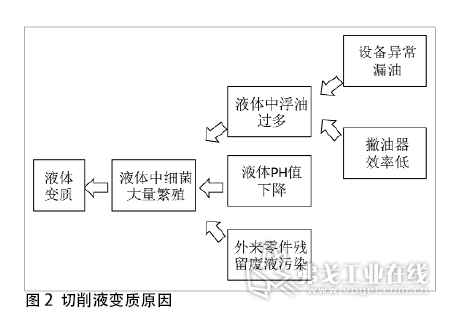
日常的切削液品质管控中的惯常做法是:在浓度下降时,正常补充原液进行调整,因此导致液体变质的根本原因是液体中的浮油较多,当液体的pH下降时,变质的速度会进一步加快。
我司目前的废液主要产生自4台加工设备和一台机器人高压清洗设备。因为这几台设备的使用条件不同,所以每台设备废液污染的原因也各具特点。目前设备废液更换频次由高到低依次为:机器人高压清洗设备、2.7CTI机体加工、HEC500加工中心和其他加工设备。
各类设备废液的特点有别。对于机器人高压清洗废液来说,其变质主要原因为外来的残留物质。具体表现是清洗液在使用1个月后明显浑浊,由原来琥珀透明色变为乳黄色,并开始有异味产生。清洗前的工件既有来自加工中心的残留废液(如缸盖的最终清洗),又有来自珩磨机的废液。 其他加工设备初步分析乳化液变质主要为机床开动率低,乳化液表面浮油较多等。
2.日常管控措施
结合以上原因分析,针对现场设备切削液和清洗液的状况,可分步采取以下控制措施:
首先,pH控制在合理范围内,延长液体使用时间。此外,针对pH检测手段进行优化,将原来的普通pH试纸检测改为精密pH试纸检测并采用精密pH计进行详细检测监控。pH计示值精度为0.01,比原pH试纸提高了两个数量级。其次,对机体加工用的HEC500设备外接液压站的油管渗油问题进行整改,降低切削液的油的混入量,并对每台设备撇油器的油道每天进行检查与清理,提高除油效率。最后,后期在时间允许的条件下,在工件进入清洗机前,先倒空工件中的残留液体,以减少外源污染。
3.实施验证情况
现有两台使用较少的设备CWK500D和CWK500已存在切削液变质发臭状况。按切削液的保养要求及维护指南,笔者团队按以下方式进行。
1)首先使用奎克886杀菌剂杀菌,每次用量为55~125×10-6进行杀菌。
2)杀菌后4 h,采用奎克CC100PH值调节剂调节PH值,每次用量为1 000 PPM(杀菌剂为酸性,使用后pH会下降,因此杀菌后需要使用碱性的pH值调节剂)。
3)每天开机1~2 h,使撇油器定期除去表面浮油。
另外,笔者团队对清洗机的清洗液同样采用pH值管控验证。即清洗液pH<9.2时,进行杀菌后调节pH,其用量与切削液相同。根据记录,清洗液使用寿命提高2周。而且此次倒槽,清洗液没有明显味。
不过清洗液变为乳黄色,过于浑浊,究其原因,主要是混入的珩磨液及切削液影响较大。验证期间几天设备pH监控情况如表2所示:
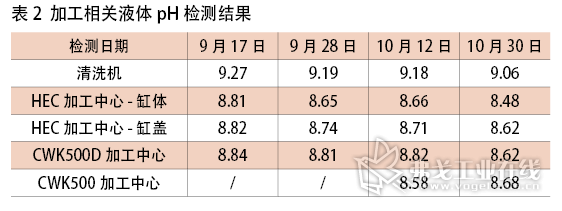
经过以上初步验证,切削液pH>8.6,清洗液pH>9.0可在很大程度上避免液体变质异味,当超过该范围时,即需要进行杀菌和pH调节。
4.其他加工液处理方式研究——微电离子加工液
微电离子加工液生产厂家介绍该产品可替代加工液和清洗液,由于液体本身pH较大(约为12),但其对不同材质的工件需要添加不同类型的添加剂,且添加剂的费用与现乳化液相当。对于部门现加工工件材质经常变化,无法采用单一类型的添加剂。笔者认为不妨持续观察该技术发展,当有进一步的研究进展时,可再实施验证。
处理回收利用技术
1.切削液及清洗液常见问题
(1)固体颗粒物多。
通常出现固体颗粒物多的系统,往往过滤系统有问题或缺陷,或者设备设计的过滤精度较低。固体颗粒多的主要危害是:影响加工精度和加工工件的表面清洁。应对办法即传统的过滤方式轻松消除。
(2)杂油多
杂油主要有两个来源:系统设备漏油和切削液本身油析出,杂油多会影响切削液的生物稳定性和刀具寿命。一般机床都带有撇油装置,如果没有带有撇油装置,就会有杂油累积的问题,液的寿命较短。
(3)生菌发臭
生菌发臭是切削液常见的问题,特别是在夏天或设备利用率不高情况下容易产生。此外,切削液品质稍差也会导致。严重影响车间的环境,同时细菌增加到一定程度,切削液就会破乳,防锈、润滑与清洗性能均下降,必须及时更换。
(4)破乳分层
破乳分层情况极少见,一旦出现该情况,什么技术设备都不能实现回用了,只能更换掉。因此建议企业客户要建立一个监控体系,禁止该情况发生。
(5)防锈性下降
特别是铸铁加工的客户,生锈问题也是切削液变质的一种体现,检测液的各项指标,如浓度、pH,碱储备是不是正常等。
2. 净化设备的功能
液体净化设备是针对以上常见问题开发的,主要功能就是实现在线净化或离线处理净化的目的。这类设备预防极端情况发生,确保切削液一直在正常的状态下运行,形成良好的置换添加损耗循环,实现零排放。这类设备多用于过滤固体杂质、去除浮在液面的杂油和杀除液中的细菌和真菌(一般有臭氧、紫外线和高压脉冲管等方式)。具有这些净化功能的处理回用设备,在设备过滤及除油设备正常时,通过日常维护也可提高液体的寿命。
3.液体深度净化设备——废液处理浓缩系统
液体深度净化设备发展历史不长,特指在具有以上所述的净化设备的功能外,还具有深度净化的功能。这类系统可将分层变质的废液进行深度处理,实现进行废液浓缩、中水回用等功效。
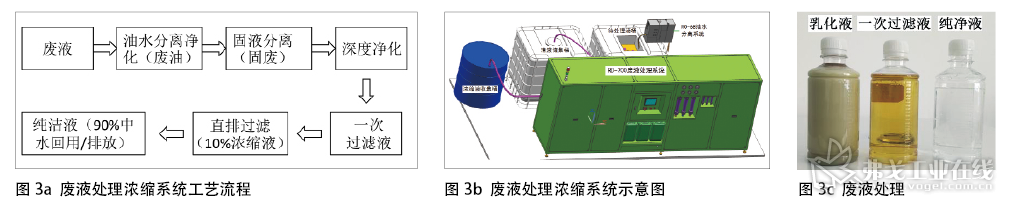
4.工艺流程说明
设备主要应用油水分离和深度净化两项核心技术。首先是去除废液中的固体颗粒物和杂油,通过过滤系统去除固体大颗粒物,再经过浮油收集器和油水分离器,把废油自动输送到收集桶内,经过过滤的废液,在储集池内等待深入净化处理。废液处理系统通过提升泵,将废液输送到循环罐中,在通过两次处理,即三级滤芯的循环罐过滤和纳米过滤。随后,过滤液体可以用来作为中水回收或者直接排放至污水管网,最终剩余总量约10%的浓缩液需委外处理,如图3所示。
5.设备管理
1)废水浓缩处理设备使用场合要避免日晒且环境温度不能低于4 ℃,最好有独立的设备间。
2)废液处理系统具有自清洗功能,使用一定时间后,如一到两个月,需要进行加药清洗,进一步保证深度净化组件的处理效果和使用寿命。具体步骤为先向循环罐内中加入50 L自来水,启动清洗系统将系统中的浓液冲洗出来,约需要20 s。将排出的浓液输送到废液收集桶,约需要1 min。然后再次加入50 L自来水和专业清洗剂溶液,系统再启动进行清洗,清洗30~60 min后,清洗水留在循环罐内即可,启动提升泵再加入去除浮油和沉渣的待处理液,进行正常废液处理作业。
6.投资收益比较
以上为一种废水浓缩设备,其投资约38.8万元,如部门废液产生量按目前状态计算,3年废液处理的费用即可收回设备投资,如表3所示。

总结
废液减排方案的选择,需针对不同的工作任务区分考虑。如果在没有批量生产任务时年废水产生量小于15 t,采用加强日常维护管理的措施延长切削液和清洗液的寿命较为适宜。如果当持续3年以上承担批量生产任务时,年废水产量多于30 t,建议实施小型线外废液浓缩设备以降低废液处理费用,其在3年左右即可实现投资的平衡点。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖