法兰盘镀黑锌表面处理的验收和判定标准分析
电镀工艺在汽车制造业外露零件表面处理方面是运用比较广泛的一种工艺,它对零件表面的防护防锈、装饰及提高功能等方面起到了重要的作用。通常电镀可以分为镀锌、镀镍、镀铜及镀银等,变速器总成输出法兰盘是总成外露零件,与主机厂发动机连接、传递转矩。为了确保零件表面的防腐性能,需要对其进行表面处理。本公司对法兰盘零件表面处理的方式主要采用镀黑锌,以使零件表面有比较好的防腐性能和外观效果。
变速器总成输出法兰盘采用镀黑锌表面处理的优势
1.防腐性能
变速器总成输出法兰盘是总成外露零件,与主机厂发动机连接、传递转矩,是变速器总成比较重要的外连接零件。为了能使该部位有比较好的防腐性能,再综合考虑法兰盘的形状和材料等因素,采用电镀锌表面处理工艺是非常简单、有效、可行且效果最佳的方式。
电镀锌的定义:指利用电解原理在某些金属表面上镀一薄层其他金属或合金的过程,通过电解作用使金属表面附着一层金属膜,从而提高耐腐蚀性。经过较长时间的验证,法兰盘电镀锌的防腐性能可以经受长期不同工况情况下的考验,效果良好。
2.外观效果
本公司生产的变速器总成70%~80%在出厂前需要喷黑漆,外观整体为黑色,为了使法兰盘与总成整体保持颜色一致,我们采用对法兰盘进行镀黑锌的表面处理工艺。
镀黑锌定义:指在镀锌层基础上,在铬酸盐溶液中进行一次处理,以获得黑色的钝化膜,提高其抗腐蚀的能力。镀锌后如果不进行很好的后处理,镀层很快就会变暗,并相继出现白色腐蚀产物。为了减少锌的化学活性,往往采用铬酸盐溶液来钝化处理,使锌层表面上形成一层铬酸盐转化膜层,也称镀锌钝化。镀黑锌钝化表面整体黑色,均匀一致,有非常漂亮的、淡淡的亮光,外观效果非常不错。
3.控制方法及流程简单
为了使法兰盘镀黑锌表面处理质量得到长期、有效的保证,我们在前期做了大量的试验和验证,总结出一系列控制方法,从而保证了镀黑锌表面质量。下面将会对这些指标和检测验证方法进行具体阐述。
黑锌关键指标及检测方法
根据我们长时间对法兰盘零件镀黑锌项目的检测探索,包括识别、确定外观、镀层厚度、镀锌层与金属基体结合力及盐雾试验四个检测项目,这四个检测项目均符合要求,才能判定零件合格。下面分别进行论述。
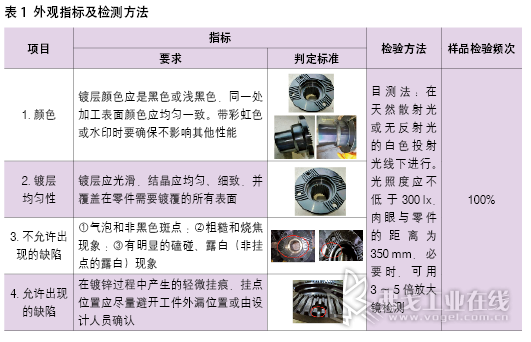
1.外观
镀黑锌法兰盘外观检验在验收过程中采用目测检验,这是最直观也是最容易产生不同意见和不同判定结果的检验过程,因此必须对外观判定标准进行定量、定性的描述,避免产生判定不明确和扯皮推诿的现象,如表1所示。
2.镀层厚度
镀层厚度是基于图纸、标准规定和工艺加工过程精度要求而给定的判定基准。镀层厚度直接影响零件表面防腐性能和加工精度。
1)镀层厚度要求符合图纸。
2)检验方法
①检测设备:镀锌覆层测厚仪。
②检测部位:由于目前我公司使用的覆层测厚仪测头是不带弯头类型的设备,所以检测部位只能选在法兰盘的大端面或外圆能够测量的位置。
③抽检频率:按照进货批次每批次进行抽检,抽检比例为1%。
④检测方法及判定:使用覆层测厚仪在规定的检测部位至少随机采3个或3个以上点进行检测,所有检测点测量数值在图纸要求范围内即可判定合格。
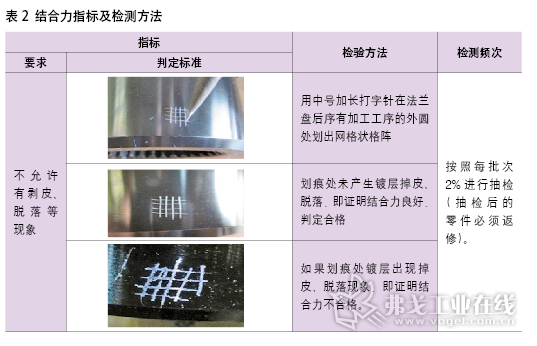
3.镀锌层与金属基体结合力
结合力指标是镀黑锌钝化表面处理工艺中比较难控制的指标,也是验收过程中必须要控制的要素之一,它是镀黑锌钝化膜与金属基体有效结合的重要判定依据。如果结合力出现问题,零件表面就会产生起皮、掉皮和脱落等现象,严重影响外观和镀锌质量。我公司的检测手段是划格法。具体操作按照表2规定执行。
4. 盐雾试验
盐雾试验指标是镀黑锌表面处理防腐性能最直接、最重要的指标。
(1)盐雾试验要求
须满足本公司产品图纸对镀黑锌零件盐雾试验的相关技术要求。
(2)检验方法
1)按照2次/月、每次2件的频次进行理化试验。
2)检测方法:按GB/T 10125规定执行,由理化中心出具理化检测报告。
总结
该判定标准建立后,既进行了定性描述,又进行了定量规定,填补了公司对镀黑锌质量检测、判定的空白,也使镀黑锌协作厂家有了明确的检验监控标准,使检验人员和技术人员有了最直接的判定依据,避免了不必要的扯皮推诿现象,使法兰盘镀黑锌表面处理质量得到有效控制。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖