汽车悬架结构件性能提升开发
本文介绍汽车后拖曳臂焊接总成开发策略及流程,后拖曳臂焊接总成用于后独立悬架,即拖曳臂式后悬架,作为导向杆系的关键部分,承受各种作用力、力矩,控制着轮胎运动轨迹,关系到整车的操控性、舒适性,涉及整车的安全、可靠,开发过程中需要充分分析验证。
1、结构件的连接点受力大小确定
在数据虚拟样车中,通过整车DOE分析,满载状态下按垂直跳动、制动、转弯三种工况,垂跳:az=3g,制动:u=1;ax=1g;az=1g,转向:u=1;ay=1g;az=1g,U-地面摩擦系数,采集各连接点的受力大小。
采用整车主要工况受力如表1。
2、结构件形状设计
结合此件周边空间及此悬架的运动特性、承载特性,设计相应结构,建立DMU模型,校核运动状态下与周边件间隙,根据相应工况,面与面、面与边、边与边间隙分别测量,最小间隙不小于5mm,经过多 轮优化,形成结构相对简单、过渡件较少初步状态。经过多轮优化,由最初的12个子件减少到7个,特别是关键位置子件,如图1所示。
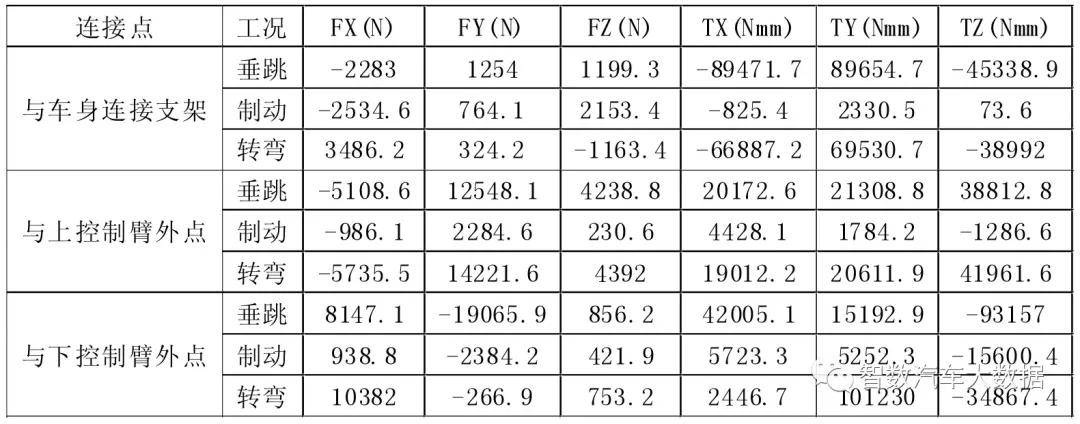
表1 结构件各种工况下的受力状况,方向同整车坐标系
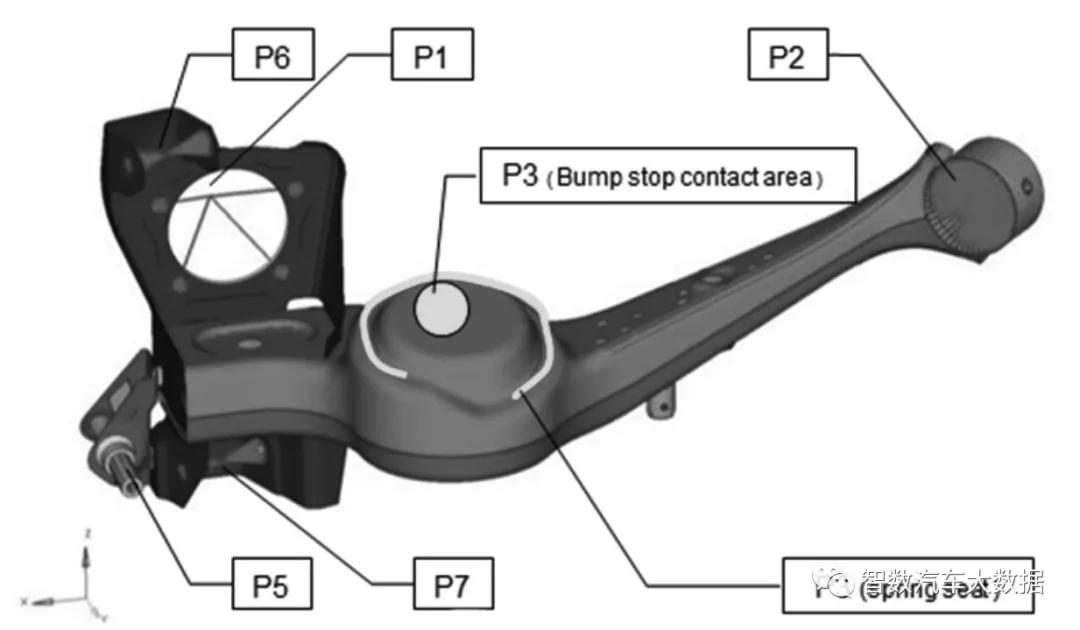
图1 结构件模型及主要受力点
注:P1-轮心作用点,P2-与车身配合点,P3-弹簧及缓冲块作用点,P5-减震器下安装点,P6-上控制臂安装点,P7-下控制臂安装点
3、冲压成形分析
根据步骤2所设计出的结构,对其中的钣金结构件冲压成形分析,根据材料特性(QSTE-420,YS=490.7MPa,TS=553.9MPa,n=0.0847,r=0.935),冲压分析按8道工序(shaped blank with-pierce,Fl-dowm-1,Restrike,Cam -pierce,Pierce,Pierce,Fl-dowm-2,Part-off),对每道工序变形量分别分析,最大增厚量不大于0.5mm,最小变薄量不大于0.2mm。
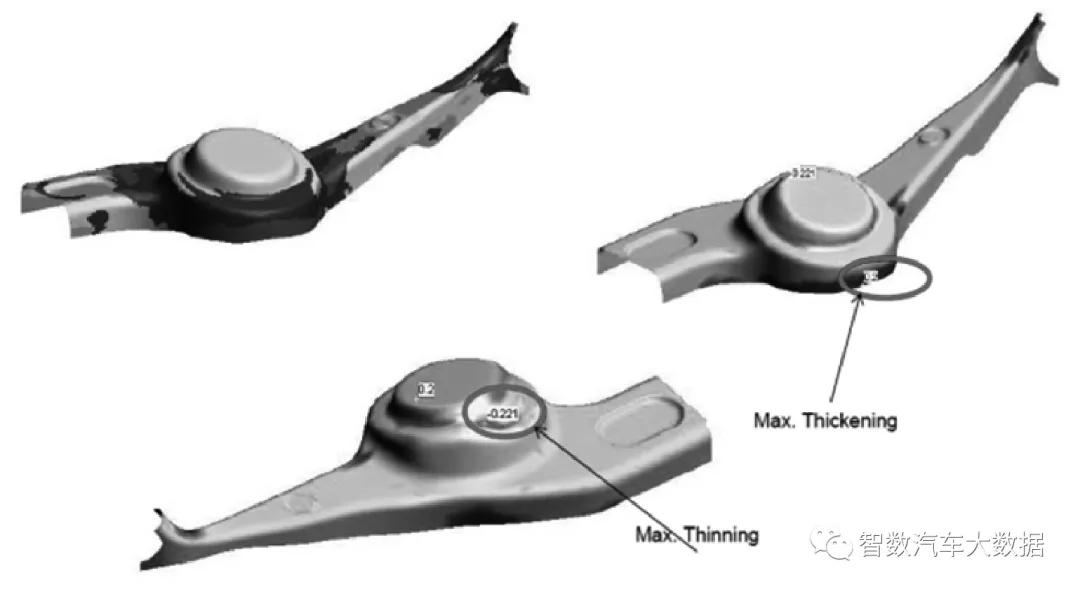
图2 结构件主要子件成型变形量分析结果
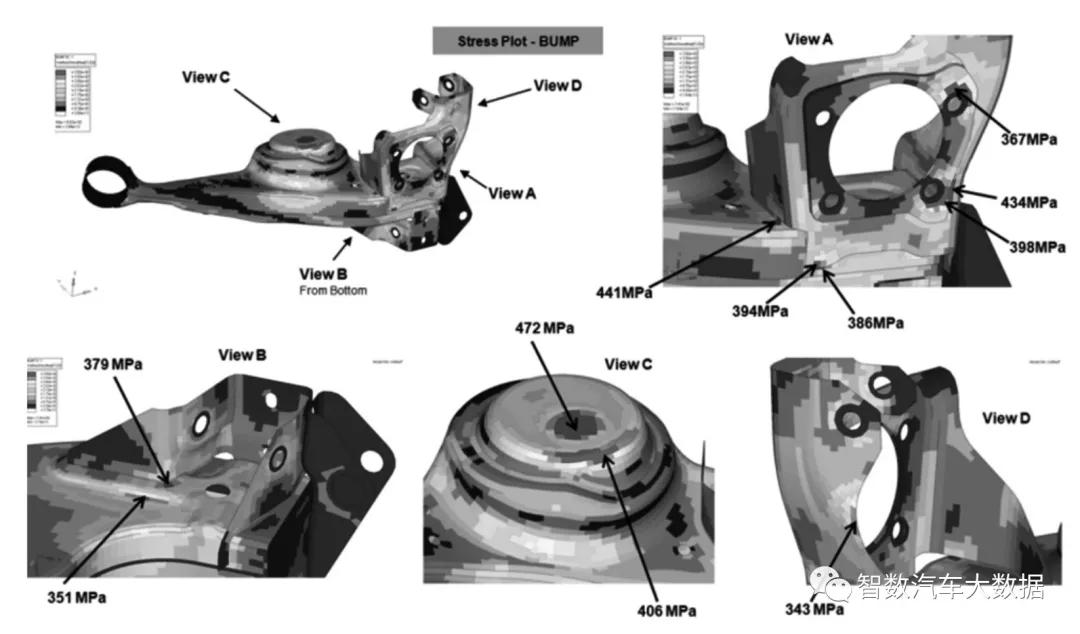
图3 结构件强度分析结果

表2 几种工况下的模态分析结果
对主要关键钣金进行冲压工序CAE分析,如图2所示。
4、强度、模态分析
根据该结构件在整车运动中的受力情况,对相关点施加作用力,如图1所示。运用强度分析CAE软件进行强度、模态分析,结果如图3所示。结构件在受力状态下,最大受力点强度不高于材料的屈服强度。以材料的屈服极限为评判标准。各材料的屈服极限经验参考值分别为,SAPH370:261.68MPa,SAPH440:347.32MPa,SPHE:300.5MPa,Q235A:306.5MPa,10# 钢 :424.3MPa。Young's 杨 氏 模 量 :2.1×105MPa,泊松比:0.3,密度:7.86×103kg/m3。
若强度不能要求,通过提高原材料性能,增加结构件厚度,改进冲压工艺,甚至结构重新设计。考虑焊接工艺,对焊缝提出相应要求。
模态则与车身,周边运动件(制动器、铝圈、导向机构等错开),如表2所示。
5、台架试验与整车道路试验
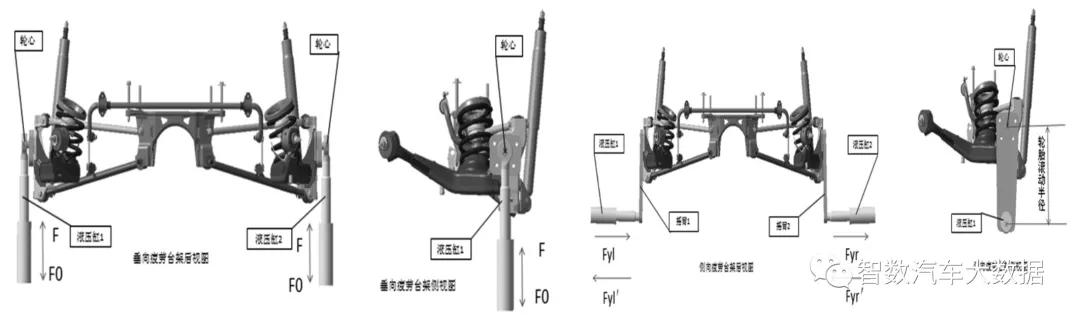
图4 台架模拟试验示意图
模拟该结构件在整车中的工作状态,端面作为安装面,垂向、侧向、纵向分别加载,如图4所示。以一定频率循环到一定周期,试验过程中检查有无开裂、变形现象,当裂缝超出规定范围时,停止验证,原因分析清楚后继续。
本体裂纹小于10mm、焊缝裂纹长度小于该焊缝长度的15%、无明显永久变形(观察项)结构件无明显变形。
台架试验合格后,用于整车的综合路况试验验证,验证合格后正式开发冲压、焊接、检查模具,进行批量生产。以上步骤构成整个开发流程,若某个步骤不满足要求,则从结构上进行优化,直到达标。
6、结束语
在整个开发过程中,根据结构件在整车中的使用状况,从以上六个主要维度进行数据分析、验证,再实物验证,给出了提供参考的经验值、开发流程。采用此开发流程,结构件顺畅工作的同时,充分保证整车的可靠耐久及安全,可以大大缩短开发周期,从而获得较好的经济效益。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论