汽车模具轮廓、孔位加工
在汽车模具的轮廓、孔位加工过程中,用并行工程的思想将CAM分为2D和3D,实现编程工作的专业化分工,可以保证NC加工的精细化,减少钳工的修模量,从而提高模具精度,缩短制造周期。轮廓、孔位加工是汽车模具制造中最基础、最常用的加工技术,很重要但却时常被忽视。我公司采用的做法是:将轮廓、孔位加工统称为“2D加工”,并将2D和3D编程细化分开,分别由专人负责,编程时并行作业。这样一方面使2D CAM和3D CAM可以更加注重各自相应的细节,做到更加专业化,确保NC加工到位,另一方面可以缩短编程时间,提高编程的效率。本文主要介绍我公司在2D CAM工作中较有特色的、实用性很强的一些技术经验,所用的软件为CADCEUS6.4B。
2D轮廓程序的编制
2D CAM的工作范围涉及和产品轮廓线相关的模具加工内容,如凸模、压边圈轮廓线、翻边、整形分割线及切边线的修正和编程,冲孔位置及相关标准件安装位置的孔位编程,模具调试过程中的展开切边线的确定等。
由于用3D的轮廓程序在加工陡峭部位时容易出现过切和干涉等现象,因此,我公司对轮廓加工主要采用2D的NC加工方式,它有以下特点和益处:
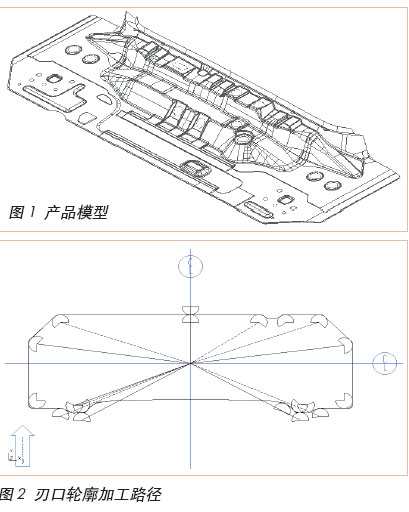
1、在产品品质要求的公差范围内,将编程用的轮廓线条处理成为由直线和圆弧组成的二维曲线,编程时采用同一条轮廓线能保证NC数据的同一性。例如图1是一件汽车底板零件,在切边工序时,它的轮廓线及轮廓加工路径如图2所示,其中外轮廓加工的是下模刃口和压料板的轮廓线,而内轮廓则是加工上模刃口。
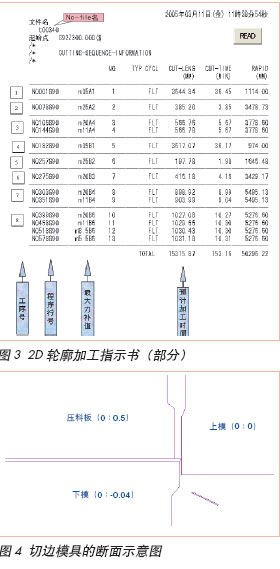
2、采用刀径补偿代码G41、G42编程,通过输入刀径补偿值D01,操作者能较自由地选择加工方式和加工余量,并可根据NC指示书(图3)标明的最大刀径补偿值灵活地选用刀具,这样,重磨刀具也能得到充分的使用,降低了刀具成本。这一点对加工切边模刃口非常有用。如图4的切边模具加工,以上模为基准,上模和下模的间隙为(0:-0.04),上模和压料板的间隙为(0:-0.5),如用直径 30的立铣刀加工这三个零件的轮廓,加工上模时,粗加工留余量1mm,这时输入D01的值为30/2+1=16mm,精加工则输入D01=15mm;精加工下模时,输入D01=30/2-0.04=14.96mm;精加工压料板时,则应输入D01=30/2-0.5=14.5mm,这样一来,粗加工、半精加工、精加工均可使用一个程序。需要注意的是,D01的值必须小于NC指示书中所给的最大刀径补偿值。这种加工方式能很好地控制切边刃口的间隙,保证加工精度。
3、2D的NC程序中不需要Z坐标值,2D加工过程中,操作者要小心观察,要根据模具的实际三维轮廓来调整Z轴或W轴。当然,这需要加工设备在保证X轴和Y轴联动的情况下,最好具有能用手动控制Z轴或W轴高度的能力,不过一般的龙门加工中心大多有此功能。
4、轮廓加工所采用的NC程序量很小,一个程序可以按NC指示书所规定的工序号将其分为多段,并通过设置不同工序号的程序段是否“镜像”来加工不同的零件。
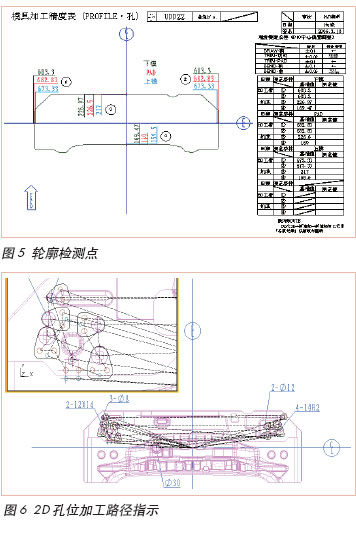
5、当二维刃口轮廓加工完后,操作者必须在机床上按给定的轮廓测定点进行检测和确认,这样才能保证凸凹模的刃口间隙(测定点表格参见图5),才能保证加工精度可以达到刃口无须对间隙的程度,钳工一般不用修配刃口,只需手工去除部分无法加工的轮廓避空。对于二维刃口的高精度,其最大的好处是能保证制件的修边毛刺得到很好的控制。
2D孔位程序的编制
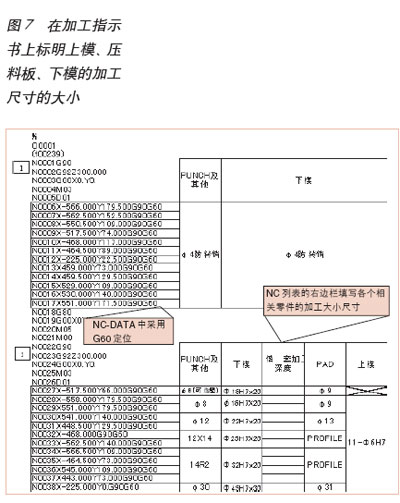
冲孔模具中上模的冲孔凸模定位销位置与下模销套、压料板过孔的中心位置是一致的,因此,加工这些孔位时,利用上述位置关系,只需给出一个下模平面上的孔位NC程序,数控机床在加工压料板和上模时,采用“镜像”加工就可以。另外,孔位加工的位置采用G60定位可以消除机床的传动间隙,做到定位精确。图6所示的是下模、压料板、上模的孔位加工路径。这样就可以保证上模、压料板和下模加工数据的一致性,消除了数据上产生的误差,同时也减轻了编程工作量。当然,需要指出的是,必须在加工指示书上标明上模、压料板、下模的加工尺寸的大小(如图7)。
调试展开切边线
由于展开线的不确定性,在做多时候,2D工作人员需要反复做大量展开线的修正工作,而且还需要2D人员具备一定的冲压成型知识,其工作流程大致如下:提供三维轮廓线给编程人员,用于激光切割样件的编程;将激光切割的样件用于后工序的成型试模;将试模工序样件和检具进行比较,确认品质公差;根据样件和检具的对比结果,制作新的展开切边线;通过新旧展开线的对比,用样件和检具确认新的展开线;反复上述操作,直到新的展开线满足品质要求;编制切边模的NC程序、NC指示书、加工测定点。如果切边模具已先做,则需要指示模具堆焊的部位。
总结
用并行工程的思想将CAM分为2D和3D,实现编程工作的专业化分工,保证NC加工的精细化,通过检测点确认NC程序加工到位,减少钳工的修模量,这将是模具加工技术发展的必然趋势。
2D CAM工作看似简单,但要做精、做专却不是件容易的事情,需要工程师具备一定的数控基础、编程经验,还需要有相应的冲压板料成型、模具结构和制造工艺知识。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖