“刚”与“柔”的选择——2V缸盖机加生产线规划

一汽-大众汽车有限公司发动机传动器规划科经理方殿平先生
由于刚性线和柔性线各有利弊,所以在确定生产线的工艺规划时,要综合考虑产品的市场需求、投资成本、产品更改的可能性等因素,进行合理选择。
1.6L 2V RSH发动机是一汽-大众汽车有限公司从2003年开始规划,2004年底投产的一款新型发动机。该发动机项目规划包括缸盖机加线、凸轮轴机加线、缸盖分装线和发动机装配线等。由于缸盖生产线投资大,细节规划工作量重,并且涉及到生产线工艺装备规划、辅助设施规划、毛坯国产化、质量保证、产品认可、生产组织等多个方面,需要各部门同步启动工作,相互配合,在此,本文着重对2V缸盖机加生产线的工艺规划进行介绍。
生产线选型
工艺规划首先面对的是生产线选型问题,即:选用刚性生产线还是采用以加工中心为主体的带工件托盘(即随行夹具)的柔性生产线。目前,中国的汽车市场发育还不成熟,产品品种、产量需求都存在变数。一旦生产线选型失败,将会造成巨大的损失。
若采用刚性线,则前期一次性投入成本高,风险大;而采用柔性线则可以大大降低产品品种和产量需求变化带来的风险。柔性线很容易实现多品种的共线生产。如果需要增加的新产品与原有产品差异不是太大,就可以通过改造托盘、刀具以及数控程序等来满足生产要求。而且所需的改造费用较少,改造周期也较短。此外,为减少因产量需求变化造成的影响,可以将柔性生产线产能分为多个阶段实施。在生产初期可先实现较低的产能,之后通过增加设备的办法逐步提高产能,由于加工中心具有很强的可复制性,因此柔性线方案便于实施。如果市场需求降低或者产品取消,由于柔性线初期投资较少,损失也相对较少,大大降低了刚性线一次性投入的巨大风险。
但是,柔性线本身也存在着很多不足之处,因此,选型时还要根据产品品种、产能等的不同,进行合理选择。例如:柔性线托盘的维修和维护要求高;共线生产的品种不能太多,当超过2个品种时,生产的组织管理难度就会加大,很容易出现纰漏;产能不能太高,一般情况下,当缸盖年产量在30万件以内时,较宜采用柔性线,而当年产量在30万件以上时,刚性线更为经济;由于托盘自身制造精度(后期磨损)、不同托盘精度差异以及两次夹紧(工件与托盘、托盘与设备)等因素的存在,使得精加工的尺寸精度和稳定性不能保证。可以说,刚性线和柔性线各有利弊。
2V缸盖的特点是:
□ 市场需求很大,要求生产节拍短;
□ 市场需求也存在一定量的不确定性,因此生产线的规划分为两个阶段,第一阶段达到36万件,第二阶段使生产线达到最终规划产量;
□ 基材为铝合金,产品结构复杂,部分尺寸要求很高;
□ 在生产线的生命周期内,产品更改可能性小。
由于第二阶段存在不实施的可能,所以我们只进行第一阶段投资,但为第二阶段做预留,这样就降低了投资风险。
根据上述2V缸盖的特点,综合考虑刚性线和柔性线的投资成本、产能等因素,最终我们选择了刚性线方案。
工艺规划及设备选型
在确定采用刚性线方案后,初步制定如下生产线工艺流程:粗、半精加工→预清洗→试漏→导管、阀座压装→瓦盖装配→精加工→终清洗→钢球、堵盖压装及试漏。工艺种类分为清洗、试漏、压装、装配和机加五类。
1、清洗设备选型
清洗机的选型取决于两个要素——节拍和清洁度。受这两个要素限制,终清洗机比较昂贵。预清洗是一个过程工艺,目的是为“试漏”、“导管、阀座压装”、“瓦盖装配”这三道后续工序提供干净、干燥的工件。对预清洗机的清洁度要求可适当放宽,只要能保证后续工序顺利进行即可。我们根据实践经验,制定出了一个较理想的清洁度值,即缸盖的清洁度≤25mg,就能保证生产要求,因此也降低了设备投资。
2、试漏机选型
试漏机根据工件输送方式的不同,可分为步伐料道式和旋转台式。前一种方案已经被广泛采用,技术非常成熟,但是成本较高;后一种采用涡轮、杆驱动的5工位(1、5同一位置)转台(见图1),由机械手进行上下料,具有结构简单、成本低的特点,但是不如步伐料道式应用广泛。我们选择了后一种,即旋转台式试漏机。截至目前,设备运转稳定。

图1 试漏机
3、压装设备选型
压装方案选用带有“路径和压力检测”(见图2)的电动压装头,可以实时反馈各工位零件压装的质量状况。压装设备的其它系统,如工件输送系统、夹紧系统,均采用电动驱动,其优点是既节约了资金,又便于维修。而以往采用液压驱动时,系统经常出现漏压、压装不到位、压废(工件尺寸超差、压装件在压头上定位不准)等事故,却无法检测报警,致使不合格件流到下道工序中去。
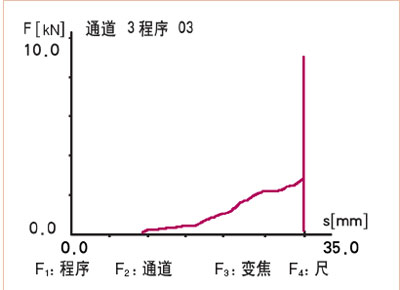
图2 压力路径曲线
4、装配方案选
型国内有丰富的劳动力资源,所以瓦盖装配采用人工预拧紧螺栓和螺母的方案,设备简单,价格便宜。
上述4种工艺设备不考虑柔性,全部采用专用设备,生产节拍直接达到第二阶段的要求,而且不增加投资(相对第一阶段)。相对于专用设备而言,机加方案的规划十分复杂,产品质量和规划投资很难达到平衡。
5、机加选型设备类型
的选择取决于工艺节拍。一般情况下,若加工节拍时间超过生产线工艺节拍的加工内容,选用自动线(专机)比较合适。加工内容分为两类,一类是单个的孔、面,另一类是由多个坐标有规律、尺寸相同的孔、面组成的孔、面系。单个的孔、面节拍时间指自身的工艺循环过程时间,孔、面系节拍时间则是各孔、面加工节拍之和。例如,主油道孔为通孔,长度为398.5mm,加工时间远超出工艺节拍,采用深孔钻(专机)就比加工中心经济。
对于加工节拍时间与生产线工艺节拍相近的加工内容,设备类型选择比较复杂,应当整体考虑工艺编排。
目前,铝合金缸盖机加设备有两种:自动线(专机)和数控加工中心。在粗、半精加工阶段,尺寸精度要求相对较低,但加工余量大、加工工时长,自动线(专机)和数控加工中心都能满足所有的尺寸精度要求。根据上述原则,在粗、半精加工工序,把主油道孔、SLS主气道孔、缸盖与缸体联结螺栓孔等安排在自动线,整个工艺过程由1条自动线和10台双轴加工中心完成。加工中心选用德国GROB公司的BZ530和BZ535双轴加工中心,提高了加工效率。自动线节拍直接达到第二阶段要求,只需再增加两台加工中心即可实现第二阶段目标。这种混合型方案比较经济。
气门导管和阀座、凸轮轴孔在精加工工序完成。气门导管和气门阀座是缸盖加工精度要求最高的部位,加工难度大;凸轮轴孔由5段不连续轴承孔组成,精度要求高。自动线是非常成熟的工艺方案,产品质量容易保证,且稳定性好。精加工安排在自动线进行,节拍可以直接达到第二阶段目标。
生产工艺的优化
1、加工面的表面缺陷
在铝缸盖的大批量生产过程中,加工面的表面缺陷是一个普遍存在而又难以彻底解决的问题,这主要是由铝合金材料本身的物理特性决定的。大众集团针对工件表面的质量要求制定了详细而又严格的PV标准文件。不考虑毛坯铸造本身以及非正常加工(如刀具损坏)原因导致的表面缺陷,只针对生产线本身,结合5V生产线的实践经验以及理论分析,我们对加工面的表面缺陷进行了分类,并分析了其产生原因。针对这些产生原因,我们制定了相应的解决方案,并对供货商提出了一定要求(见表1)。
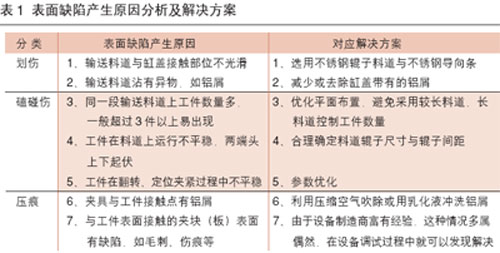
上述解决方案看似很合理,也容易实施,但是,在生产线的实际工艺布局过程中,方案1并不合理也不经济,方案2实施起来也比较复杂。
粗、半精加工工序,工件带有铝屑和乳化液,即使选用不锈钢辊子料道也无法避免划伤的产生,并且这种料道价格昂贵。综合考虑,在这一工艺流程内,放弃不锈钢辊子料道而采用便宜的链轮料道,方案1只在后续工艺过程采用。
2、优化加工尺寸
2V缸盖的构造特点是只能利用燃烧室面和排气面在料道上输送。这两个面是缸盖加工的定位面,通常是一次加工完成。而我们根据质量要求及实际生产经验,对尺寸进行了优化,将这两个面设计成分两次加工完成,在第一次加工完成后都保留0.5mm的余量,以便进行随后的第二次加工(精加工)。
燃烧室面和排气面加工工艺的优化(加之其它措施),彻底解决了这两个面的划伤问题。但是,精加工序相应(相对非优化方案)增加的两个工位,也意味着投资的增加。质量与投资,确实是很难平衡的两个要素。
3、去除铝屑
缸盖机加成品内的铝屑都是从粗加、半精加工工序带来的。这些铝屑较厚、较大,卡在缸盖水套内或加工孔内,即使经过清洗机清洗也很难去除。根据5V缸盖生产线的经验,我们制定了如下措施:
□ 优化刀具、加工参数;
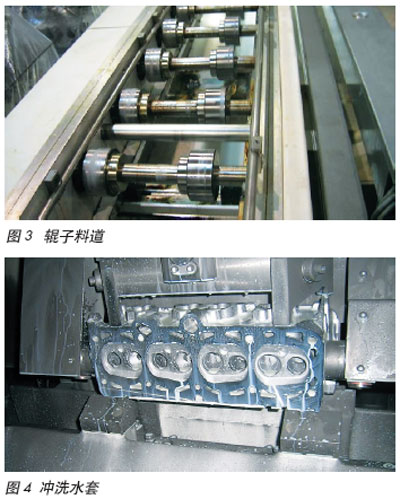
□ 防止铝屑进入水套内。在机加工序内,在合适工位利用乳化液冲洗水套(见图4),同时也能去除部分铝屑;
□ 在产生较大铝屑的工位,增加乳化液喷管,及时冲走铝屑,同时防止铝屑进入孔(腔)内(见图5)。

投产近一年来,在生产线终检下料工位没有发现铝屑,上述措施达到了目的。
总结
新技术、新工艺的实施可以降低投资,提高质量控制水平,如旋转台式试漏机和电动压装头的运用。但在汽车行业的大规模生产线规划中,应当避免同时采取大量的、未经广泛验证的新技术和新工艺。丰富的经验、成熟的技术和工艺、熟练的生产维修和技术管理人员以及成熟的管理模式是非常重要的,这一切都是为了降低投资风险,以期尽快获得预期的经济效益。
作者简介
方殿平,现任一汽-大众汽车有限公司发动机传动器规划科经理。 1992年调入一汽-大众汽车有限公司,从事一汽-大众建厂时EA113系列四缸20气门发动机的缸盖线、凸轮轴线的规划工作;1997年作为项目负责人,先后从事奥迪1.8L 增压发动机项目、柴油机项目、发动机增加产能项目、EA113 RSH发动机项目以及MQ250变速箱项目的规划管理工作;还参与并见证了一汽-大众发动机传动器厂创建的整个进程。方殿平先生在缸盖线的规划设计以及制造工艺上积累了丰富的经验,并对工艺规划有着深刻的认识。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖