SE与车身涂装
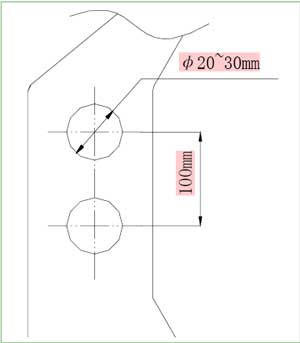
图1 A、B、C柱开孔
利用SE基准分析优化车身结构,可保证产品在工艺性、操作性、进排水性、耐腐蚀性和密封性等方面达到要求。SE对于降低产品开发和制造的成本,缩短产品涂装的开发周期有着十分重要的意义。
奇瑞汽车有限公司从2005年开始与韩国DPECO公司进行合作开展SE工作,通过近4年的合作研究,取得了长足的发展,积累了一定的经验。
利用SE基准分析优化车身结构与涂装
车身结构复杂,不同车型的车身结构千差万别,但就产品与涂装工艺的符合度来讲,存在很多共性的结构,利用SE基准处理好这些问题,以保证产品的工艺性、操作性、进排水性、耐腐蚀性和密封性等达到要求,提高产品整体水平。
1.积液或溢流不净的结构
在前处理和电泳的时候,孔数量需要足够多,满足在沥液工艺时间内基本上沥净,否则会产生串槽。所开孔大小应能满足现有堵件装配的需要,沥液孔和堵件孔不能设置成平板开孔状态,以确保强度和方便堵件安装。
2.排气不净的结构
工艺孔数量、大小直接影响白车身在前处理、电泳工序内腔的排气、进水,一般在不影响结构强度的情况下与工艺时间相匹配,在内腔的顶端开孔φ15mm以上,以保证内腔清洗质量、清洁度和磷化涂层质量等。
3.电泳孔通电性差的结构
车身侧围、门槛以及A、B和C柱三层板的结构容易形成密闭的空间,电泳漆不方便进入,必须开一定量的孔。但要注意,如果孔径偏小,会使内腔通电性较差,在电泳漆泳透率不变的情况下,内腔的电泳膜偏薄,甚至局部电泳不上,导致产品质量下降。通常按图1所示原则开孔。
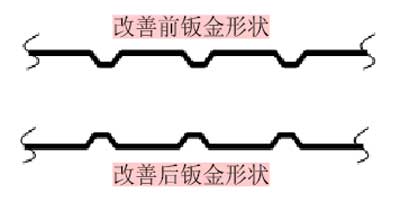
图2 地板兜水改善前后结构
4.顶盖加强板气蚀的结构
顶盖与加强板密封胶由连续式涂胶改为间断式涂胶,保证气体的外溢,同时也可以保证槽内的液体沥净。
5.地板结构
地板加强筋兜水问题如图2上部所示,可以按图2下部所示进行改进,可以消除兜水现象。同时,尽量减少白车身底部的螺栓,减少操作人员装卸一次性堵件的工作量。
6.影响涂PVC胶的结构
对于操作起来比较困难或者操作空间狭小的结构,不利于涂胶效果的保证,会出现PVC胶涂摸不到而引起密封不良或漏水的风险,改在焊装前涂胶,效果会更好一些。
钣金搭接处需避免孔洞的存在,同时搭接间隙不能大于2mm,否则涂装PVC对该缝隙无法进行处理,极易导致漏水,产生质量隐患。
四门铰链及前后盖锁扣等部件满足涂装四门两盖折边胶的需要,避免突出在打胶路线上或过于靠近打胶部位,导致无法操作。需防护的孔或螺栓至少应离打胶处20mm。
为了提高涂装打胶质量,保证焊缝防腐性和美观,四门两盖压边满足要求:在压边转角处要平滑,避免重叠、锐角及孔洞。
7.涂装无法防止其漏水的结构
对于此类结构,涂装在做SE分析的时候应及时反馈给产品设计部门进行修改。
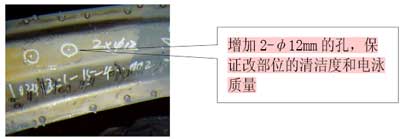
图3 剖解后视生锈情况需优化的区域和结构
8.前盖结构
内板面上以25mm×80mm的椭圆孔为基准,根据200mm的间距设定,对内板进行分块时,设定凸台和均匀的孔,拐角处应设立5个φ20~30mm间距为100mm的孔;内部结构以对角线上1/3上界为中心;内板与外板一般为6mm的间距设定。这样就可以保证强度、排气、沥液、导电以及电泳均匀。
9.喷蜡结构
车身底架、门槛边梁和后轮罩板等的喷蜡孔必须满足φ20mm。
工艺、材料满足产品要求是SE的重要手段
通过SE工程对产品进行同步分析,尽量消除因车身结构而产生的涂层质量缺陷,但从强度和安全角度,车身结构不能一味为了满足工艺而改变,需要工艺来弥补车身结构设计的不足。
1.为了保证车身内腔清洗的洁净度,前处理由原来喷淋为主改为目前以浸入为主,同时增加水洗工序,如脱脂后两道水洗、磷化后两道循环水洗+两道纯水洗、电泳UF后两道纯水洗,工艺节拍必须满足车身在离开本工序之前沥液为非连续状态。
2.采用新一代电泳漆,利用其良好泳透力,保证车身内腔电泳涂层的质量。
3.车身后盖L形顶端处不带天窗或者弧度较大的顶盖,采用垂直升降自行葫芦或者进槽角度较小的推杆链的话,气体无法排除或排除不尽,会出现兜气、兜漆,无磷化膜、电泳膜,甚至生锈的情况,严重影响产品涂层质量。
4.特种材料解决特殊结构
一般部位使用Sealer控制在70000~80000cps,突出部位使用发散性大的Roof专用胶Sealer控制在25000cps,能较好地解决该问题。
剖解验证是SE的重要环节
车身结构设计合理与否、涂装工艺是否满足产品要求以及涂层质量是否满足涂层标准要求,只有通过剖解来验证。通过剖解可以看出结构设计和涂装工艺的不足,为产品结构的优化和涂装工艺改进提供可靠的依据。
1.通过剖解可以清晰看到涂装工艺孔位置、数量和孔径是否合理,为产品结构的优化提供直观依据。
2.通过剖解可以发现内部锈蚀,底漆涂层不均发生的区域和程度,判断其结构的缺陷。从图3可以看出,该处已经锈蚀,是因为该处无工艺孔,导致其清洗不净和电泳不上,需增加2个φ12mm的孔。
3.通过剖解可以了解喷蜡区域缺蜡、堆积现象,判断其结构和喷蜡工具存在的不足。
结语
SE在产品设计阶段用评价基准能将其可能出现的问题进行有效处理,制造阶段通过完善工艺弥补产品设计的不足,并对产品剖解验证涂装质量,该方法对于降低产品开发和制造的成本,缩短产品涂装的开发周期,对提高车身的涂装质量有着十分重要的意义。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖