焊接机器人的最新技术开发
本文介绍了基于PC的机器人控制箱AXC、最新的动作控制方法、最新的激光传感器、最适合弧焊的机器人、最适合点焊的机器人等技术内容,一览焊接机器人的最新动态。
基于PC的机器人控制箱AXC
OTC公司的AXC机器人控制箱是基于PC开发的,其特点是:功能更多,操作更加便利,保养更加高效。
□ AXC控制箱的软件构成
自从发明了Windows操作系统,计算机才逐渐向一般家庭普及。这是因为Windows拥有超群的操作性能。但是,Windows是办公用的OS,并不具备像机器人控制所需要的那种高度实时性。例如在连接因特网时,有时屏幕画面会有短暂的等待,如果在机器人上发生这样的情况,即使是一瞬间的停止也会造成焊接无法进行。为此,OTC公司在Windows系统中加入具有实时控制功能的OS,并在此基础上进行了机器人控制软件的开发,最终实现在AXC控制箱上可以进行所有的控制管理功能。
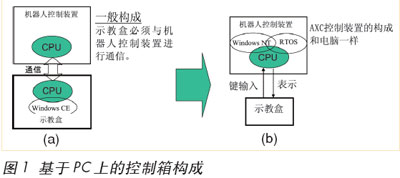
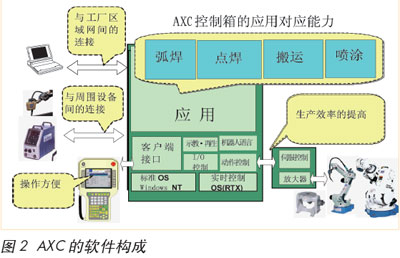
以往采用Windows系统的机器人控制箱,其构成基本都是如图1(a)所示,虽然发挥了Windows的操作性能,但是在实际应用中其适应能力没有变化。与之不同,AXC控制箱则拥有如图1(b)所示的构成,实现了完全的PC化。图2显示了其软件的构成。
□ 基于PC上的操作性
AXC控制系统中,示教盒只用来键操作及信息显示。其特点是操作性能非常良好,具有与计算机一样的彩色画面显示。
□ 保养工作的高效化
使用AXC的保养辅助工具功能,能使原来困难的保养修理工作变得简单。当机器人发生故障时,保养辅助工具不只是显示故障代码,还能够以图的形式显示故障位置,从而缩短故障修复的时间。另外,零件更换的顺序也能够以实物照片的形式显示和说明,不需要操作人员一手拿着使用说明书,一手进行作业。
□ 软PLC功能的强化
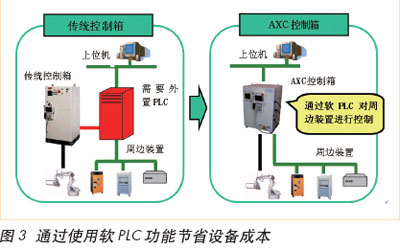
AXC控制箱中藏有市场上销售的高性能软PLC功能(见图3),它支持国际标准语言IEC1131-3,在示教盒上面可以进行梯形图的编辑。另外,如果使用市场上销售的编程工具,在PC的平台上就可以进行离线编程。使用AXC控制箱内藏的软PLC功能就可以控制周边设备,不需要另外准备夹具控制箱。
可控制姿态的激光传感器
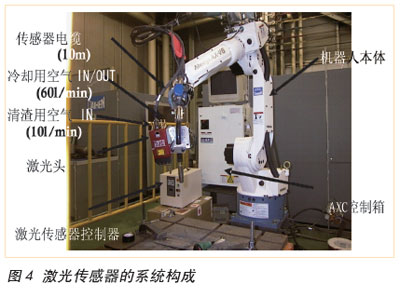
早在20年前,人们就开始利用激光传感器检出坡口断面,从而实现跟踪功能。目前,激光传感器(见图4)的检出性能、可靠性和耐久性得到了大幅度的改善,从而使其能够应用于各种场合。另外,不仅是进行跟踪,它还附加了一些其他功能。在此对其中的一些主要功能作一下介绍。
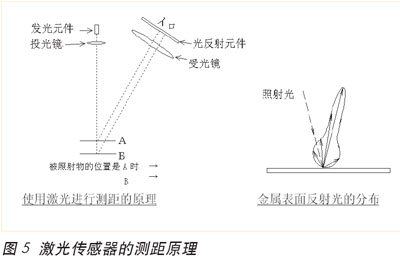
□ 基本原理
如图5所示,将激光照在工件上,然后接受反射光,通过三角测距的原理测量出到工件的距离。但是这只是测量了1个点的距离。实际应用时则通过操作内部的扫描镜,使激光传感器在工件坡口方向摆动,通过测量到坡口位置的距离,从而得出端面形状。
□ 6D跟踪
传统的激光传感器采用的是2D跟踪控制的方法,在焊缝跟踪过程中无法实现焊枪姿态的变更。如果使用激光传感器的6D跟踪功能,则不仅可以实现焊缝的跟踪,还可以实现焊枪角度的自动调整。
6D跟踪的原理是:机器人控制器管理着机器人底座坐标原点到焊枪坐标系之间的位置姿势bTt,而激光传感器则测量从传感器坐标系看的工件坡口的位置姿势cTs。在这里,对工具坐标系来说,由于激光传感器坐标系是固定不动的,tTc是已知的固定值,所以利用高速通信技术可以同时求出bTt与cTs。从机器人底座坐标看的坡口位置姿势bTs就可以从以下公式中求得:
bTs = bTt·tTc·cTs
此作为检出轨迹,只要焊枪按此轨迹移动的话,就可以实现沿着坡口的位置姿态自动跟踪。
□ 适应性控制
激光传感器测量坡口的端面形状,可以检出搭接接头的间隙。根据检出的间隙量自动调整焊接条件的功能就是所谓的适应性控制。OTC公司的激光传感器根据检出的间隙量可以自动调整焊接速度、焊接条件、摆弧条件、焊丝对准位置、焊枪姿态等。
焊接结束后,再次使用激光传感器对焊缝进行测量可以检出焊缝的形状;通过图像处理计算出焊脚长度、咬边尺寸,将测量出来的值与标准值进行比较,判断焊件是否合格;还可以将此结果输出到外部设备。OTC公司的激光传感器可以进行自动跟踪、适应性控制、焊缝检查,从而保证了焊接质量。
最适合弧焊的机器人
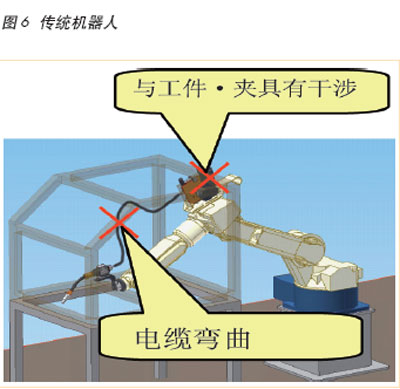
AX-V4AP电缆内藏机器人是作为最适合弧焊的机器人而被开发的。由于同轴电缆内藏在机器人本体中,避免了与工件及夹具的干涉。传统机器人(如图6所示)的同轴电缆暴露在外,且弯曲程度大,经常会与工件发生干涉。如果使用AX-V4AP机器人则可以非常顺利地接近工件。
另外,由于使用离线编程时同轴电缆的模拟非常困难,所以在做模拟时就无法进行这一部分的干涉确认,只能通过实际动作进行确认。如果使用AX-V4AP机器人则没有上述同轴电缆的问题,从而更加方便地使用离线编程软件进行模拟。
□ 机器人RS功能(见表1)
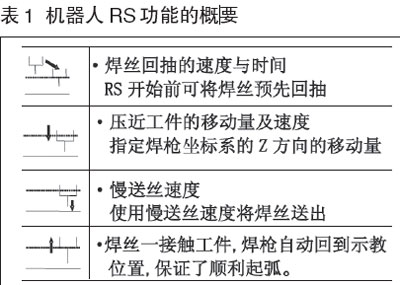
在使用机器人的自动化焊接生产线上,经常会发生临时停止的问题,而引起这个问题的最主要原因是起弧不良。为减少起弧不良发生率,在AX-V4AP机器人上新开发了机器人RS功能。其实OTC公司原来在使用伺服送丝装置时,就开发了RS功能(回抽丝起弧功能)。 而在AX-V4AP机器人上新开发的RS功能不需要伺服送丝装置,通过普通的送丝装置与机器人动作的结合就可以实现顺利起弧。
□ 焊接电源的控制
作为最适合弧焊的机器人的要素之一,在机器人上最大程度地利用焊接电源的功能是非常关键的。OTC公司在机器人与焊接电源的通信上使用了CAN通信技术。CAN通信技术具有ABS、安全气囊的控制所需要的高反应性及高可靠性,而且CAN通信技术使用的电子元件也具有较高的耐温性及抗干扰性。
使用上述CAN通信手段,即使在焊接施工现场也可以实现稳定的双向通信,从而可以在机器人与焊接电源之间进行大量的、高速的信号交流,最终实现对焊接电源及机器人地更好控制。
通过使用上述高速通信技术,可以将焊接电源的丰富功能充分地应用到机器人上。焊接条件、脉冲的有无、电弧的特性等可以根据工件的板厚、间隙的大小、焊枪的姿态在机器人上进行自由设定。
最适合点焊的机器人
OTC公司从焊接的观点出发彻底追求最适合点焊的性能,并开发出了最适合点焊的机器人。新开发的机器人丰富了点焊的应用功能,进一步缩短了节拍时间,减少了由于焊接电缆引起的与夹具的干涉,实现了对每个打点的质量管理。
□ 点焊控制器内藏于AX机器人控制箱中(见图7)
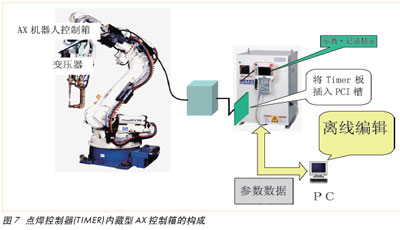
利用基于PC的控制箱的扩充性,开发了可以内藏于机器人控制箱内的点焊控制器(TIMER)。以往的点焊控制器(TIMER)外接时通过I/O连接需要花费较长时间,而采用内藏型AX控制箱可以做到高速通信,减少了时间浪费,每个打点可以节约0.1s的节拍时间。
另外,由于采用了点焊控制器(TIMER)内藏的结构,可以在机器人示教盒上(见图8)实现点焊需要的各种参数、焊接周期的设定,以及焊接结果、焊接记录的显示。示教盒上还可以显示电流值、电阻值、温度水平的波形。通过对电阻变化进行确认,判断有无间隙和分流,从而对加压力、电流值的设定作参考。另外,通过对波形进行确认,可以减少实际工件上焊接条件调整的时间。
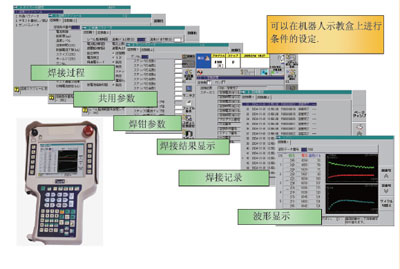
图8 在机器人示教盒上可以进行各种设定
□ 减少点焊火花的RE控制
通过对温度水平及通电时间进行控制,根据情况变化电流,输入希望得到打点的最佳能量。温度水平是将计算得到的焊接部位的平均温度乘上1/10后表示的数值。RE控制具有以下特点:
① 由于能够掌握能量状态,减少点焊火花;
② 即使是使用已消耗的电极也能得到最佳的打点;
③ 能够减少由于间隙和分流引起的打点不良;
④ 即使是连续打点也没有不必要的电耗;
⑤ 由于连续打点数的增加,延长了电极修磨器的刀片的寿命。与传统的恒电流控制相比较,RE能够控制温度水平,不受间隙的有无、电极消耗、分流等因素的影响,能够得到稳定的打点。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖