电泳漆的与众不同
电泳漆是对传统涂层方法的一种有效替代,制造商采用新设备系统对仪表、轿车与卡车的车身、车架、装饰性金属产品和散热器等进行表面油漆处理。在选择一个方案之前,了解其优、缺点是非常必要的。 选择合适的涂层技术并不简单。油漆工程师在选用和设计表面处理作业生产线时,必须考虑多方面因素:比如如何降低成本,提高产量和产品的质量,并能符合行政管理机构的相关规定。与其他传统液体和粉末涂料相比,电泳漆具有高效、环保等优点。
电泳漆是一种通过电流沉积涂料的涂层方法。其工作原理为“异极相吸”。电泳系统给浸入带相反电荷的电泳料微粒槽中的金属部件通上直流电,涂料微粒被金属部件吸附,并且在整个表面形成一层均匀连续的涂膜,直至涂层表面达到所需的厚度。当达到所需厚度时,涂膜使金属部件绝缘,部件停止沉积,从而完成这一处理过程。根据电荷极性,电泳漆可分为阳极或阴极。
在阳极电泳漆中,涂层部件为阳极。它所拥有的正电荷能够吸引涂料槽中的带负电荷的涂料颗粒。在进行阳极处理过程中,少量金属离子也向涂膜迁移,这就限制了阳极系统的性能特性。阳极电泳是一种较为经济的系统方案,能够提供极好的色彩和光泽度。
在阴极电泳漆中,进行涂装的部件为阴极。它所拥有的负电荷能够吸引涂料槽中的带正电荷的涂料。与阳极处理过程相反,阴极电泳可避免相当数量的铁离子从底材进入电泳漆膜,从而改进阴极电泳的性能特征。阴极电泳为高性能涂层,拥有极好的抗腐蚀性,并可以调整配方适应室外耐久性。
选择一个涂装方案
为一特定应用决定最佳的涂装方案,需要考虑许多不同的因素。这些因素包括零部件的构造(简单或复杂)、性能要求(抗腐蚀性、耐久性等),所需的色彩数目与产量、烘干条件限制、环境影响(挥发性有机化合物或VOC与空气污染物质或HAP)以及每平方英尺的涂料费用。
1、零部件的构造
为了对零部件进行涂层处理,其设计必须与涂装工艺相匹配。如果零部件构造简单(平板),可以采用喷涂法对整个零部件进行均匀一致的涂层处理。如果零部件构造多变,其某些部位的涂膜厚度可能比其他部位要高一些。与喷涂法相比,电泳漆更加适合对构造复杂的零部件和装配件进行涂装处理。
在电泳漆工艺过程中,将零部件浸入涂料系统并通上电压,这能够产生泳透效果,便于使涂料覆盖于所有表面;而使用喷涂法则可能很难将涂料喷入复杂构造零部件的夹层部位。
2、性能要求
外观、物理性能和耐久性是性能要求的3个主要指标。
□ 外观是涂层所具有的视觉效果,工件看起来是否有光泽,是否平坦,是光滑还是粗糙;
□ 物理特性决定了涂层的强度,包括固化状态、附着力、抗冲击性、柔韧性、膜层厚度、抗石击、铅笔硬度和耐化学性;
□ 耐久性表示涂层的保持性能和外观的时间。抗候和抗腐蚀是两种主要的耐久性指标。
液体、粉末和电泳漆提供不同的涂层化学特性,从而满足表面涂装的不同要求。在决定涂层方案时,需要考虑每一种技术性能的优、缺点。例如,环氧涂层有抗腐蚀性,而丙烯酸涂层则具有抗紫外线的特性。选择一种能够满足所需性能要求的涂层化学特性,是十分重要的。
3、颜色的数目与用量
某种涂层工艺所需色彩的数目与用量将会对涂层工艺的选择有影响。
液态涂料利用色彩之间的快速周转可对多种色彩进行有效管理。如果不需要回收利用,粉末涂料也能实现快速色彩转换,但其使用效率较低,因而费用会更高。如果要回收利用,色彩转换可能需要几个小时。
电泳漆通常被用于大批量的色彩处理。如果产品需要第二种颜色,则要有另一电泳槽及后清洗系统用以提供这第二种色彩。这对于生产量较低的厂家来说并不可行。电泳漆可以被有效使用在以一种颜色为主的大批量生产中,如果需要第二种色彩或更多其他色彩,需要有后续的喷涂和粉末涂层进行处理。
4、烘烤限制
有机涂层的固化受时间和温度条件的制约,同时还依赖喷涂方法和底材。典型的烘烤固化周期通常需要10~30min时间。这一周期时间必须足够长,使底材被加热至所需的温度,并且在规定的时间内保持该温度。
烘烤条件可能会制约最终哪种涂装工艺更适合。电泳漆系统通常在148.9~190.5℃ 范围内产生固化反应。阳极环氧电泳漆可在82.2℃ 的低温条件下发生固化,主要应用在铸造行业。粉末涂料的固化温度稍微高一些(148.9~204.4℃)。如果要求进行空气固化或强制固化,可选用液体涂料产品。液态漆一般可在176.7℃ 温度至室温下固化。
空气固化是一种节约能源的处理过程,因此其效果相当令人满意。然而,空气干化涂料需要大量溶剂对涂料产品进行稀释,从而可通过涂刷、喷雾或其他处理方法进行操作。为了保护环境,必须尽量避免采用VOC含量高的涂料产品。
5、环境影响
整装油漆工业需要符合VOC排放的相关规定。粉末涂料是环保的最佳涂料产品。由于粉末涂料不含溶剂,加工过程中几乎不会向空气中排放VOC产品,同时不需要通风、过滤以及溶剂回收系统,而这些系统对于较高VOC产品的排放、溶剂载体、液体表面处理来说则是必不可少的。但是由于采用了交联剂,有些粉末涂料在固化时仍会释放HAP控制物质。
电泳漆产品也很环保。所有电泳漆产品都是水溶性的,VOC含量极低,其HAP等级通常也很低,而现在又有了无HAP配方。溶剂性液体涂料的溶剂标准最高,会释放最高等级的VOC和HAP控制物质。
近几年,在降低VOC和HAP等级方面,水性漆技术已经取得了飞速发展。
6、成本考虑
如今的高性能涂装系统将拥有一个预处理系统、涂装系统以及固化区域。当选用一个涂层技术/系统时,需考虑以下几个问题:
□ 一年中需要处理多少工件?
□ 工厂需要开工多长时间(例如每天8h,一周5天或者每天连续24h、每周7天)?
□ 需要采用何种类型的自动控制系统?
通常的情况是,每加仑涂料的成本是决定产品是否被选用的标准。而真实的成本应该是每平方英尺的应用成本,它是通过生产变量、使用效率、劳动力成本以及涂装总面积等要素计算得出的。
一加仑涂料的使用效率是指实际涂覆于部件表面的涂料量与一加仑涂料的百分比。液体系统的转换效率主要取决于所采用的涂装方法。
与粉末和电泳系统相比,液体油漆的转换效率一般比较低,因此与粉末漆以及电泳漆相比,它在处理相同面积的部件时,所需要的涂料更多一些。如果进行回收利用的话,粉末系统的转换效率将相当高,可以高达90%~95%。当进行回收利用时,由于采用的是干燥粉末,大多数粉末涂料的不粘附喷涂物都能够回收并再次进行使用。利用一个回收部件回收未使用的粉末材料,并通过系统作用,使其重新回到进料斗再次被利用。
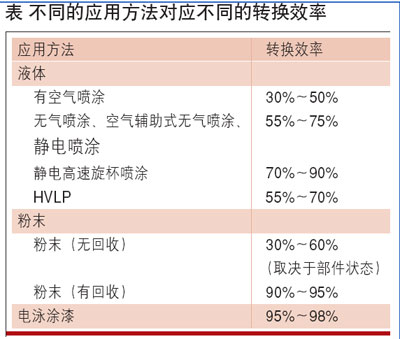
它所产生的废料数量几乎可以忽略不计,同时处理简便且费用低廉。如果粉末系统未进行回收利用,其转换效率相对较低,尤其当涂层部件采用复杂结构时显得尤为突出。电泳涂装系统由于采用闭路循环清洗,因此具有较高的转换效率。当部件离开电泳涂料槽时,考虑处理效率以及外观因素,需要对部件进行冲洗,以除去上面多余的涂料颗粒(未进行电沉积的浮漆)。多余的固体颗粒以逆流方式重新回到槽中,从而使其转换效率较高,达到95%~98%(见上表)。
电泳涂装系统无需使用很多劳动力,只需一名操作人员进行启动系统操作,另一名操作人员进行产品装填和卸载。粉末涂料和液体涂料系统通常需要油漆工,装填/卸载人员以及修补/维修人员。
部件数量、支架部件状态和流水线速度将大大影响涂装成本。喷涂处理(液体和粉末)的流水线速度会比较低。台架上的部件以单一、沿着视线方向进行放置,并使用喷枪对部件的所有区域进行喷漆处理。喷枪在各部件前面停留一段时间,从而完成对整个部件的喷涂。
由于能够对部件进行集中处理,因此电泳漆流水线的处理效率更高。待电泳的部件一般被置于托架上,可于其他部件的前面、后面、下面以及上面有间距重叠。由于电泳漆包括浸涂过程,涂漆会与托架上密集放置的所有部件相接触,因此与液体或粉末涂层系统相比,被涂装的面积更大。
电泳漆的技术革新
由于配方设计师和油漆涂装人员找到了更实用、更经济的技术方法,使作为底漆与单层漆的电泳漆获得了更大的应用空间。商家正积极发展原料与配方,以降低加热减量并增加泳透力,同时它们正逐步淘汰铅的使用。下面列出了一些最近的技术革新实例。
1、汽车车体
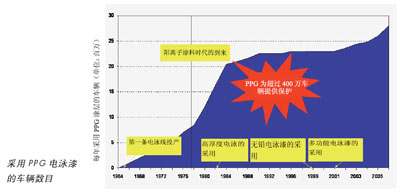
为保护和美化汽车以及轻型卡车的车体,阴极环氧电泳漆产品是首选——实际上,全世界每年所生产的车辆中,有98%以上都采用阴极电泳漆进行表面涂层处理。正因为采用了阴极电泳漆,原始设备生产商才能够做出5年、10年、12年、甚至30年的防腐承诺。
近几年来,原始设备生产商必须面对压力,遵守严格的环保法规、降低原材料和运营成本并且快速应对市场需求。PPG工业集团不断开发具有创新性的产品以适应乃至超越当前的需要。PPG的无铅、低溶剂的Enviro-Prime配方与以前的产品相比,提高了涂层效率并改进了性能,获得了全球用户的认可。如图所示,采用PPG电泳漆为其涂层的汽车有近5亿辆。
2、车架
20年多来,汽车工业一直采用传统方法,使用热蜡对轿车和轻型卡车的框架进行涂层处理,提供1~3年的抗腐蚀保护。热蜡需要进行防护以避免热排气管以及催化式排气净化器所带来的影响。去除这一防护层有助于减轻重量,并减少扰人的噪音。新型电泳漆符合OEM厂商10年防腐蚀保护的要求,并且展示了优异的抗热性和较低的应用成本。应用范围包括卡车和拖车车架、引擎支架、拖车栓钩和绞盘、悬挂组件和底盘组件等。
3、散热器
在过去,出于美观考虑,散热器采用低成本、低性能、喷涂的黑色涂料进行涂装处理。这使热交换器产生了几个重要的问题。未完全覆盖的器件可能出现锈蚀,并导致需要更换核心部件。阴极环氧电泳漆完美解决了热交换器所面临的锈蚀问题。电泳漆的优点之一在于它能够实现完美的表面处理,在泳透力的作用下,其膜层覆盖非常均匀。利用泳透力,可使涂料覆盖于夹层区域。由于能够对整个内腔进行涂层处理,抗锈蚀能力大大增强。特殊的环氧电泳漆通过采用高厚度涂漆对锋利的金属边缘进行表面处理,进一步增强了热交换器叶片的抗锈蚀性能。
结论
总之,各种涂装技术均各有其优点和缺点。一般来说,液体涂层处理成本较低且色彩变化较快、烘干要求较低。粉末涂层最为环保,当进行回收利用时,可获得较高的原料使用效率。电泳漆的每平方英尺成本较低,这归功于其较高的原料使用效率、较高的工件挂架密度以及最少的劳动力需求。它能够对夹层区域进行涂装处理(100%覆盖),从而使电泳漆适用于构造复杂的部件。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖