轿车涂装生产线的规划
涂装生产线是轿车生产线中投资最大、建设周期最长、设备最多和最复杂、动能消耗最多的生产线,因此,其在规划时就必须充分满足投资成本低、运行成本低、多种车型柔性化生产、自动化程度高、工艺先进、节能和环保等一系列要求。如今轿车行业竞争激烈,如何有效降低涂装生产线投资成本和运行成本,同时兼顾生产线的设备和工艺先进性,还要考虑环保、节能和扩展性,这些都是规划涂装生产线时必须重点关注的问题。笔者参与了国内目前产能最大的轿车涂装生产线的整体规划,现就整个规划过程做回顾性的探究,希望对涂装生产线规划设计人员有所裨益。
工艺流程的确定
涂装生产线规划的第一步就是确立生产纲领、生产节拍、最大车身通过性尺寸以及工艺水平。
1、生产纲领
年生产能力的确定为规划的第一步,生产纲领需要由公司决策层制定。
2、生产节拍
生产纲领确定后,就需要确定每天工作净工时、年工作天数、设备开动率等参数,由这些参数和年生产能力可以计算出各条生产线的生产节拍。
3、车身状况
考虑到涂装生产线改造起来较焊装生产线、总装生产线要困难,周期也更长,所以在规划涂装生产线时就要考虑将来相当长的时间内公司后续车型在涂装生产线上的车身通过性。这需要由公司决策层制定投产车型计划。
4、质量标准
各公司对车身电泳漆、中涂漆、面漆涂层的膜厚、光泽度、色差、桔皮等综合外观NAP值以及附着力等质量要求差别很大,所以需要根据公司现有的质量标准确定涂层层数、漆膜膜厚以及其它油漆质量要求。
5、工艺水平
车身在电泳槽内连续性通过,对车身内表面进行手工喷胶、喷蜡、喷涂,由机器人喷涂车身外表面,集中输漆、供蜡、供胶。
综合以上要素,同时考虑到成本、质量、环保等方面的因素,我们采用了比较传统的涂装工艺流程:阴极电泳底漆-中涂漆-面漆(本色漆和金属漆)-面漆(罩光清漆),具体见图1。同时,从环保方面考虑,水性漆必然会替代溶剂型漆,因此,在做设备选型时,我们就确定了喷漆设备、输调漆设备既能用溶剂型漆也能通用水性漆,前期使用溶剂型漆,后期从溶剂型漆切换到水性漆时只需做简单改造。

工艺布置
1、厂房结构
结合我公司涂装二车间的经验,本次仍然采用钢混结构,厂房主体三层结构。
2、设备布置
前处理线、电泳线、中涂线、喷蜡线设计成一条线,设有两台电泳烘干室和中涂烘干室,PVC线、面漆线、各打磨线、修饰线、装饰线设计成两条线。设备布置的原则是:喷漆室、空调、排风机、调漆间、制冷间、消防间集中布置在一个三层分布的立体区域内,各条储存线、辅助间布置在第一层区域,烘干室集中布置在第二层区域,各空调集中布置在最高的第三层区域。各操作工位集中布置,喷蜡线布置在涂装-总装通廊内。
3、设备轮廓尺寸
各条生产线上的设备轮廓尺寸由三个基本条件确定:① 车身最大通过性尺寸;②各生产线、工位工艺处理时间;③生产节拍。除此之外,各设备供应商均有自身的标准设备尺寸。
4、储存线设计
□ 对于电泳车身储存线,以储存前处理线、电泳线、两条电泳烘干室及它们之间过渡转接段的所有车身为基准设计,另外预留10%的余量,以便将来扩充产能。
□ 对于PVC车身储存线,以储存PVC烘干室内所有车身为基准进行设计。
□ 对于中涂车身储存线,以储存中涂喷漆室、中涂烘干室所有车身为基准设计,另外预留10%的扩充余量。
□ 对于面漆车身储存线,以储存面漆喷漆室、面漆烘干室的所有车身为基准设计,另外预留10%的扩充余量。
□ 对于合格油漆车身储存线,以满足总装车间1h生产需求为基准进行设计。
□ 对于空滑橇储存线,当涂装车间全线车身排空时,以储存所有空滑橇为基准进行设计。考虑到空滑橇数量巨大,规划时应该考虑到当空滑橇排空时,空滑橇能进入电泳车身储存线,以减小空滑橇储存线的规模。
□ 对于空C形钩吊具储存线,当前处理线、电泳全线车身排空时,以储存所有空C形钩吊具为基准进行设计。
设备规划
1、前处理设备
□ 脱脂设备:我们采用非常简单的由多套直径100mm尼龙过滤袋组成的简易过滤装置,用于除铁屑。预脱脂、脱脂段设有三套油水分离装置。
□ 磷化设备:磷化除渣直接采用大功率、大流量的板框压滤机,预脱脂、脱脂、磷化槽底均设有斜陡用于沉积铁屑等残渣。
2、电泳线设备
□ 直流电源:我们选择的是连续通过式阴极电泳、3段供电,电压值在0~450V可调。
□ 阳极系统:我们选用的单根阳极罩面积约为0.95m2,每个阳极罩设有阳极液进、出管路,阳极液返回到阳极液槽之前设有PH值和电导率检测装置。
□ 超滤系统:由2×12根8"F100膜管组成,单管流量600L/h,超滤液的流向为UF3(喷)→UF2(浸)→UF1(喷)。
3、喷漆室设备
□ 废漆处理系统:我们采用了目前国内常用的文丘里循环水废漆处理系统,气、水分离之后的废漆液进入废漆液收集槽。
□ 废气排放系统:气、水分离之后的废气经过地下烟道,由排风机集中抽到大烟囱排到空气中。为满足环保的要求,大烟囱的高度一般将近70m。
□ 对于喷漆室供风空调加热段,目前的趋势是以天然气作为热源加热,但考虑到奇瑞公司已经投产的热电站能够提供作为附加产品的蒸汽,所以我们仍然采用蒸汽作为热源,需要注意的是,喷漆室对温度、湿度要求较为严格(特别是切换到水性漆后),使用天然气作为热源加热和除湿是比较好的选择。
□ 喷漆室必须为水性漆预留足够的空间,从而实现从溶剂型漆到水性漆的切换简单易行。由于水性漆要低温烘干,因此晾干间要能非常简单地改造成水性漆的烘干室(建议水性漆烘干室的室体一次性完成,以便于水性漆切换改造)。
4、烘干室设备
□ 我们选用的是国内常用的燃气式集中供热废气回收式循环焚烧炉系统(TIU),燃料为天然气。
□ 我们在规划时也考虑了水性漆烘干室及强冷室的布置,采用以天然气作为燃料的燃烧装置,用于给水性漆烘干室加热。
5、集中输调漆设备
我们采用液压式输漆泵,油漆的温度要求控制在20±0.5℃。为确保管路能同时适应溶剂型漆和水性漆,一般要求压制弯头与管路采用激光焊接,以减少油漆流动时的剪切力。
6、机械化输送设备
□ 输送方式:前处理线、电泳线、喷蜡线采用空中摩擦链输送机,其余生产线均采用滑橇输送机。
□ 输送链:前处理线、电泳线、喷蜡线采用空中垂直推杆链,C型钩吊具和喷蜡吊具储存线、返回线采用空中摩擦链。操作区、喷漆室采用常温双排套筒滚子链,电泳烘干室、PVC烘干室采用高温双排套筒滚子链,中涂烘干室、面漆烘干室采用IMC反向单轨输送链。
7、机器人喷漆设备
□ 我们选用的是6轴高压静电机器人喷漆设备,由溶剂型漆(本色漆和金属漆)切换到水性漆时,仅需更换高压部件和导向电极。
□ 根据链速、喷漆面积、漆膜厚度等参数,经过经验公式计算得出各区域需要使用的机器人喷漆设备的台数:中涂漆喷漆区8台、面漆本色漆和金属漆喷漆区8台、面漆二次金属漆喷漆区8台、面漆罩光清漆喷漆区4台。
8、自动控制系统
(1)工艺设备控制系统(见图2):
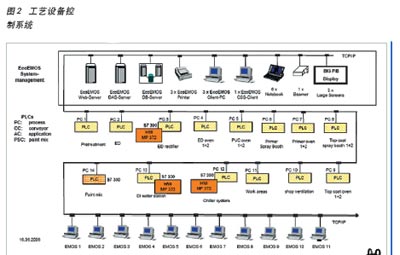
□ 前处理、电泳设备:风机、水泵启动和停止、槽液温度、槽液液位、加料、喷淋、喷湿需要自动控制。
□ 烘干室设备:整个点火、循环燃烧、调温、供风量和排风量都能自动控制。
□ 喷漆室设备:喷漆室供风风机和排风风机变频控制,温度、湿度、风量、压力调节能够自动控制。
□水泵和风机的功率小于37kW,直接启动;水泵和风机的功率大于37kW,采用软启动。
(2)机械化输送设备控制系统(见图3):所有涉及到调速要求的机械化输送设备必须具有调速功能。为便于操作、控制输送设备以及查找故障,现场分散布置有大量带触模屏的控制柜。为实现全线物流自动化,设有自动识别系统。
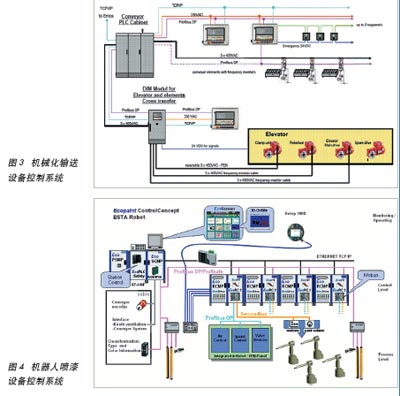
(3)机器人喷漆设备控制系统(见图4):我们选用的PLC集成有安全功能,不需要单独设立安全PLC。机器人喷漆设备主轴运动由伺服电机驱动,伺服电机由伺服控制器控制。
9、供电系统
涂装车间是轿车四大工艺中的耗能大户,耗能比例能占到60%左右,故合理的车间供电系统规划是非常重要的。
□ 应按总负荷大小来合理安排变压器运行台数。我们在车间内分散布置8台变压器,第一层排风机集中区域布置有1台变压器,第三层空调平台区域布置有2台变压器,电泳烘干室、中涂烘干室、面漆烘干室区域布置有4台变压器,前处理线、电泳线区域布置有1台变压器。
□ 合理选择变压器容量及安排线路负荷,使变压器尽可能在处于最佳负载率的状况下运行。合理分散布置变压器之后,8台2000kVA变压器的负载率能达到80%左右。
□ 提高负载的功率因素:①减少无功功率的占用量;②人工补偿功率因数。低压柜均设有功率因数补偿柜。考虑到电泳循环泵、集中输调漆系统需要备用电源,所以有些变压器需要双路电源供电。
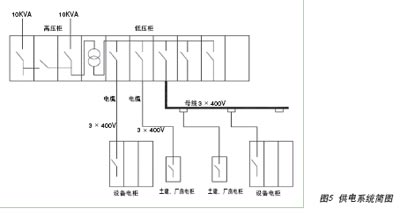
□ 采用TN-C-S供电系统(见图5)。对于较大功率设备,直接从变电间低压柜引出电缆,接入设备电柜;对于小功率设备,直接在母线插接箱上取电。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖