按灯系统在汽车装配线上的应用

汽车的装配线如何按照精益生产理念进行生产现场的质量控制和管理?有了按灯系统的帮助,就可以很方便地实现。
质量按灯系统(Andon)是标准化作业系统的一个重要组成部分,它是按照精益生产理念进行生产现场操作和管理的一套控制系统。当出现异常或非标准状况时,通过手动或自动激活系统(如拉绳、按钮、看板、音响等手段),来寻求帮助以及交流其他相关信息,促成问题解决流程的实施。同时提供一定的解决问题的时间段,避免造成流水线的频繁停顿,保证生产线正常流动。
质量按灯系统
Andon出自日本语,原译为“暗灯”,日语的意思为“灯”、“灯笼”;在系统中,由于现场的操作多为拉绳和按动按钮等动作,就更加形象地改称为“按灯”。
1、 按灯系统
现在的按灯系统不仅仅是灯光系统,而是一个声光多媒体、多重自动化的控制系统,是一套专门为生产、装配线设计的信息管理和控制系统,已经成为现代生产线中不可或缺的一部分。
按灯系统能够收集生产线上有关物流、设备、生产调度和质量管理的信息,加以处理后,控制分布于车间各处的灯光和声音报警系统,达到及时传递信息,快速解决问题的作用,并把所有信息汇总于电脑服务器,实现网上共享。
按灯系统现在已经成为汽车行业的一套标准设施,在汽车四大工艺的总装、车身(焊装)、油漆(涂装)车间中被广泛应用。
2、 按灯系统的细分
正如上面提到的,按灯系统可以实现有关物流、设备、质量等过程的管理和控制,于是根据不同的效用,可以细分成物流按灯、设备按灯、质量按灯等;而一般企业在开发按灯系统时,为了更有效地利用投资,以达成更多的管理目的,都会同时考虑所有功能和效用的集成系统,统称按灯系统。
不同效用的按灯系统,在硬件配置上是大同小异的,这也是不同效用的按灯系统同时开发,可共享硬件系统,从而节约投资费用的原因;但在软件开发和应用上,不同效用的按灯系统会有很大的区别,应根据不同效用的管理思路,来确定系统设计的逻辑关系,并形成相关作业的操作指导书。
例如,物料按灯会按照车间物料管理、物料配送流程,设计系统的逻辑思路,并用IT的方式实现之;而质量管理的按灯系统,则会根据车间质量管理、发现问题、解决问题的流程,设计系统的操作、响应机制。这两者之间的差别是显而易见的。
限于篇幅的关系,本文着重探讨装配线质量按灯系统的规划和实施方面的问题,以下提到的按灯系统,如无特别说明,即特指质量按灯。
质量按灯系统的规划
1、 按灯系统实施基础
按灯系统是标准化作业系统的一个重要组成部分,因此,标准化作业就是实施质量按灯系统的必要基础。按灯系统是保证流水线“不停线”的有效工具,保证员工在每个工位的制造质量。它具有如下一些作用:
□ 督促和提醒操作工人按照标准化作业要求进行工作;
□ 防止缺陷产生或流入下一道工序,实现“不接收、不制造、不传递”的质量原则;
□ 当出现异常或有非标准的状况产生时,及时寻求帮助;
□ 传递操作过程中的状态信息;
□ 推动生产管理者现场巡视,发现生产线上的问题并及时采取行动;
□ 促使解决问题流程的实施;
□ 搜集统计数据,识别问题发生最多的地方,重点管理,消除问题;
□ 支持现场生产在安全、质量、人员、成本等方面持续改善。
实施按灯系统前,必须先引进FPS (Fixed Position Stop)的概念:它是当生产线停止时,产品车辆应停的位置。如图1所示,如果车辆刚刚通过一条FPS线时发出了停线命令,流水线不会马上停止,将继续移动到下一条FPS线为止。
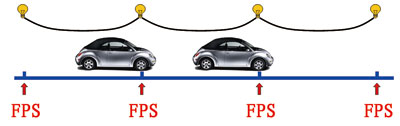
图1 FPS示意图
可以说,FPS是配合按灯系统的主要工具,是标准化操作的基点。按照标准化作业要求,操作必须从FPS开始,到下一FPS点结束。引入FPS的好处有:
□ 确保标准化操作;
□ 避免错装漏装;
□ 确保标准化质量流程的正常运作;
□ 配合按灯系统的正常运作;
□ 避免由于随意停线而影响前后工序的正常作业。
2、 按灯系统的硬件配置
按灯系统的硬件设计思路是:由简单的操作系统组成(如拉绳/按钮等),以方便操作者使用;声光提示按灯启动(如音乐/灯光闪烁等),便于响应者及时得到求助信息;目视化显示相关信息(如看板等),便于响应者及时得到必要的求助信息,并能迅速定位问题发生的地点;与必要的工具、设备或手动操作装置相互关联;紧急情况下,在固定停止位前阻止生产线的继续流动;设置合理的缓冲装置(如FPS概念的引入),使按灯系统得到合理利用;柔性设计,可以融入其他的管理需求,并支持持续改善。
按灯系统的硬件由数据服务器、主控PLC、分布式I/O、As-i总线结构、现场拉环、各工段显示LED大屏、高音喇叭等组成,硬件架构示意如图2所示。具体如图2所示,图3是其在车间现场。
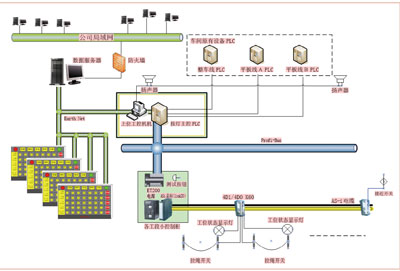
图2 按灯系统硬件配置

图3 车间现场的按灯系统
其中主控PLC采用西门子S7-400。使用工控计算机作为上位机,用来组态、控制、收集数据等。主控PLC使用输入输出板直接与原流水线输送系统PLC的输入输出板连接,通过发出停线/启动信号来控制流水线。主控PLC通过ProfiBus、分布式I/O ET200、AS-i总线与扬声器、生产线边的拉绳开关、状态显示灯等相连接。各LED大屏则通过以太网直接与上位机相连。这样的系统结构具有信息传递速度快、系统维护方便和结构简单的优点。
现场采用了As-i总线结构,它具有扩展的诊断功能,可在主站中进行模拟处理,故障诊断在模块上一目了然;采用将小器件集成进芯片的技术,节省了印刷电路板的空间。As-i总线结构安装便捷,如图4所示。

图4 As-i模块安装步骤
3、 按灯系统的软件设置
(1)现场控制软件的设计,可以按照工人操作、设备响应的流程来进行;为了方便程序设计,可以把操作流程绘制出来,如图5所示。
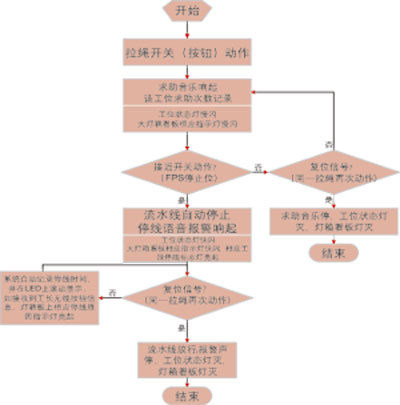
图5 按灯系统的操作流程图
(2)数据采集
□ 按灯不停线的数据:按灯次数,按灯工位,按灯时间;
□ 按灯停线的数据:停线时间,停线持续时间,引起停线的按灯工位,停线次数等。
当然,根据车间实际的管理需求,还可以设置不同的班次,以及停线时,工段长进行判别后手动干预输入的停线缘由等。
有了这一系列信息,就可以通过数据处理和分析,得出统计信息,达到加强、改善现场管理的目的,也可以用来作为绩效考核、实现车间奖惩激励措施的参考。
(3)数据处理
采集上来的数据存储到后台数据服务器中,服务器采用SQL Server2003进行架构,并提供基于BS的数据浏览、查询等功能。
用户可以根据自己的查询条件筛选所需信息,例如,如果你需要筛选某一天、某个班次、停线时间超过20min的所有数据,你就可以把停线时间、停线持续时间、生产班次等作为筛选关键字,可很快得出你所需要的数据。
(4)数据统计功能
有如下一些统计需求:
□ 统计出各工段在一周中(或一个月中)按灯触发次数、停线时间;
□ 列出某一个月中按灯触发次数或可选触发时间最多的一些工位(Top 10);
□ 周报表、月报表等数据自动产生;
□ 以上数据均可导出到Excel文档中,进行进一步分析。
(5)软件设计还有如下一些要求:
□ PLC程序提供详细的解释和说明文档,可读性强;
□ 后台程序开发平台使用MS Visual Studio.NET,编程语言可以是VB或VC,后台数据库管理使用MS SQL Server2003;
□ 后台处理程序开放,提供源代码,便于软件系统的维护和二次开发;
□ 数据发布采用B/S架构,实现与办公室电脑联网,经授权的用户在公司局域网内的任一台PC上都能通过IE浏览器访问和获得车间按灯系统数据;
□ 可在浏览页中以图形化的方式实时监控各工位的按灯状态。
按灯系统的应用
按灯系统是基于精益生产理念的一个管理工具,然而怎样用好这个工具,是给管理者提出的一个课题。为了把这个工具用好,必须改善车间管理,各相关部门配合协作,共同解决实际问题。具体说,有如下一些措施:
1、 小班化管理
为了便于现场问题的解决,发挥按灯系统的最大效用,建议流水线作业人员采用小班组化的管理模式,这也是标准化作业建立平衡工时墙的需要。可按如下要求设置:
□ 每个班组由6~10名操作人员组成,设班长1人,不设机动工;
□ 班长能够完成本小组内的所有岗位的工作,当小组成员启动按灯寻求帮助时能响应所有组员的岗位操作任务;
□ 小组内的其它成员在条件允许的情况下应安排轮岗换工。

2、 建立响应机制
为了做到不接受、不传递、不制造的“三不”原则,就要及时发现问题,及时解决问题。利用按灯系统这个平台,可以很好地把流水线作业过程中发现的质量问题的信息传递出来,起到提醒、呼叫的作用,但这时候如果没有相关部门人员及时地响应,尽快赶到,并协助解决问题,整个系统就停留在表面上,不能起到实质性作用。
这就需要建立按灯系统响应机制。生产车间、物料、规划、质保等部门的相关人员协同合作,才能更快、更及时地解决制造过程中发现的质量问题,发挥按灯系统的最大效用。
按照解决问题所需要的支持、引起流水线停线时间的长短、需要支持的部门和人员等情况,可以把响应分为6个层次,文中表中列出了各响应层的响应时间、响应人员和响应部门。
3、 建立适当的激励机制:
按灯系统作为一个改善工具,必须让每个员工都全身心地投入进去,乐意去使用,不断开发新功能,并努力为改善本岗位、本工段、本车间的工作,改善汽车制造质量做出自己的努力;因此,要获得这样的效果,适当的激励机制还是需要的。
前面提到过,按灯系统是一个不停线的工具;所以说,鼓励多按灯,早按灯,但要尽量避免停线;多按灯,就是尽量把发现的问题暴露出来,不遗留;早按灯,就是给解决问题提供更宽裕的时间,保证不停线。对多按灯,早按灯的班组进行奖励;对于经常引起停线的工位,应当召开各部门相关人员的专题会议进行会诊,找出问题的根源并努力消除掉。
按灯系统的后台数据处理和统计,也给车间实施适当激励提供了客观的参考依据;筛选出每月发现解决问题最多的前10名工位和班组,对他们进行奖励。
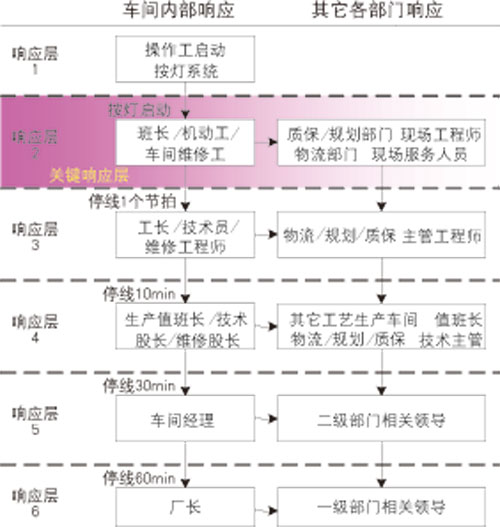
表 按灯响应机制层次
结束语
按灯系统不是孤立的硬件设施,而是一套完整精益生产理念与现场管理方法;是结合生产实际,有效贯彻“三不原则”,将标准化作业进一步深化的管理思路;是加强现场管理,提高质量控制水平,改善人员管理方式的有效工具。
实施按灯系统将对生产现场的管理、缺陷的控制、质量的提升等带来较大的现实意义。然而,为使按灯系统发挥应有的作用,全员意识提高、相应软环境和响应机制的跟进和健全都将是必不可少的,这也是摆在车间、工厂领导管理层面前的一个重要课题。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖