自动冲压生产线上的一次技术革命
一直以来,冲压线自动化输送系统是一个冲压车间体现其冲压设备生产能力和效率的关键因素。按照汽车上各类冲压件的分类及其不同的冲压工艺,用于冲压设备上的自动化输送系统的选型也各不相同。
目前,最常见的输送系统包括:
□ 用于多工位压力机上的三轴或二轴电子夹爪式输送系统或步进、摆动式横杆(Cross bar)输送系统(见图1a和1b);

图1a 大型摆动横杆式多工位压力机(左) 图1b 摆动很杆式输送机构(右)
□ 用于串列式自动冲压线的机器人(Roboter)或机械手(Feeder)输送系统(见图2)。

图2 机械手输送式冲压线
从目前国内汽车工业中生产轿车外覆盖件和大型内衬件自动冲压生产线的自动化系统来看,由于还未有大型多工位压力机的投入,自动化生产主要还是以配以常规的机械手加穿梭小车或机器人输送系统的串列式冲压线为主。如何充分利用自动冲压线的灵活性并发挥其生产能力和效率、提高冲压车间的的生产能力、改善和优化冲压线的自动化输送系统,是提高整线生产节拍的最关键因素之一。
近年来,德国米勒万家顿公司研发部门致力于开发一种能够介于常规机械手系统和多工位压力机上的横杆式输送系统的既灵活简便又快速高效的自动化输送机构,并于2004年成功地向市场推出了一种适用于自动冲压线并称作为“快速横杆式”(简称为SpeedBAR)的自动化输送系统,并已于2005年初在国内某汽车厂投入生产。
自动冲压线的模块式组成
目前,常见的自动化冲压线(见图3)一般由以下几部分组成:
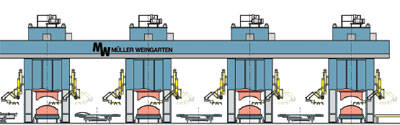
图3 机械手系统示意
□ 上料拆垛装置:将剪切堆垛好的来料进行自动拆垛并单片依次送入打头压力机;
□ 压力机:按照产品的冲压工艺由4~6台单体压力机排列成线,并将钢或铝板通过模具冲压成型;
□ 尾端工艺设备:由人工或自动化装置将成品工件从最后一个工位取出并放置在输出皮带上;
□ 机器人或机械手加穿梭小车式输送机构:负责工件在拆垛—压力机—输出皮带之间的自动传送。
机械手加穿梭小车式自动化输送系统
该自动化输送系统也是自动冲压生产线中最常用的系统,主要由CNC上料、取料机械手和穿梭小车组成。目前,冲压车间里由不同厂商提供的各式自动化输送系统都是基于该结构和原理设计制造的。国内自动冲压线上最常见的机械手系统一般由ABB 公司或ISI公司提供。
图4 展示的是一条配备有机械手加穿梭小车的自动化冲压生产线,其两个相邻压机的输送单元主要由以下机构组成:

图4 快速横杆式冲压线
□ 一个取料机械手:带有中置并按工件形状排布的真空吸盘式端拾器负责将工件从上一压机工位取出并安放在穿梭小车上;
□ 一个在压力机之间固定轨道上移动的穿梭小车:负责将工件由取料机械手的放料位置移送到上料机械手的取料位置;
□ 一个带有和取料机械手相同端拾器的上料机械手:负责将工件由穿梭小车拾起并送入下一台压机工位。
采用此种输送系统的工件将通过机械手简单的“拾取”和“摆放”动作从前一台压力机输送到后一台压力机,其穿梭小车的主要功用是通过它的穿梭运动缩短取料和上料机械手之间的输送行程,从而提高整线的生产节拍。
工件在经打头压机的拉伸成形之后按照生产工艺的需要必须在进入下一压机的模具前进行“变位”。在机械手加穿梭小车的自动化输送系统中,工件的“变位”是在其端拾器或具有变位功能的穿梭小车上完成。如果采用双动模具工艺,双动打头压机后的穿梭小车还负责将拉伸后的工件在进入下一个工位前进行“翻转”。目前,国内的自动冲压线大部分以这种工艺为主。
由于结构的运动部分要求轻巧简单,加上居中布置的端拾器带着工件高速运动,因此整个机械手在快速运动过程中会产生颤动。尽管可以通过采用伺服技术改善这种颤动,但是这种颤动还是大大地限制了冲压线整线的生产节拍。
众所周知,在过去的20年里,随着冲压设备技术的不断提升和改善,冲压工艺也随之有了很大的改进。近年来国内的汽车冲压厂正逐步放弃双动拉伸模具工艺而改用单动压力机加数控液压垫的单动拉伸工艺,籍此大大改善了机械化输送机构的输送效率,从而冲压线整线生产能力有了很大的提高。
快速横杆式输送系统
为了提高冲压线的生产柔性和生产效率,并能尽量降低设备的投入和生产成本,米勒万家顿公司研制开发了专门用于自动冲压线的快速横杆式输送系统。新的SpeedBAR系统是米勒万家顿公司在其最新一代用于摆杆式多工位压力机上的摆动横杆式输送机构(Swingarm-Transfer)的基础上开发出来的,并适用于串列式冲压线的快速自动化输送系统。带有电子输送技术的摆杆式多工位压力机作为当今最先进的大型钢板和铝板汽车覆盖件冲压设备,以其高生产率在欧美国家的现代化冲压工厂中得以广泛使用。开发这套系统的出发点是如何能够在柔性较好的冲压线和高效的摆杆式多工位压力机之间找到一个既兼顾有两者优点,又可以在常规的串列式冲压线上实施的自动化方案,从而获得一条既有较好的产品柔性又有较高生产效率的自动冲压生产线。米勒万家顿公司将这样一套新型系统命名为“快速横杆式输送系统” 。
图5a和5b展示了一条采用了快速横杆式输送系统的自动化冲压生产线(未包括拆垛和尾端工艺部分),其相对于常规的机械手加穿梭小车式自动冲压线的不同之处在于:□ 两台压力机之间由一套单体的直线式输送机构连接;
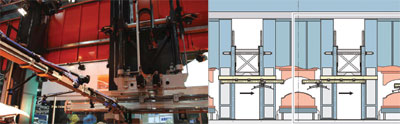
图5a 快速横杆式机构(左) 图5b 快速横杆式系统示意图(右)
□ 压力机之间的地面上没有穿梭小车;
□ 端拾器按照工件的形状安装在一根由两侧导轨导向的横杆上,其有效作用区域可以覆盖前后两台压力机的整个工作台面;
□ 设置在横杆上的调节装置可以通过多达五个自由度的调节,实现工件在两个工位之间的任意“变位”(见图6);
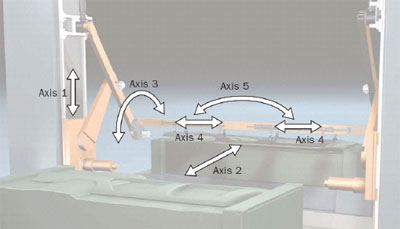
图6 横杆的变位示意图
□ 压机中心距的缩短使冲压线整线长度明显缩短。该系统与常规的机械手式输送系统相比较的优点是:
□ 稳固的横杆式机械结构使得输送机构的运动更加平稳可靠,从而输送速度得以加快,冲压线整线生产效率有了很大的提高;
□ 在横杆上采用内置式多自由度调节装置,提高了工件在传送过程中的“变位”灵活性,减少了工件的传送工序,从而提高了工件的表面质量;
□ 减少了整线设备的占地面积并缩短了压力机地基的长度,从而降低了整个工厂的土建投资;
□ 由于每一输送单元由两个机械手上的两套端拾器加上一台穿梭小车减少为一套横杆机构上只需一套端拾器,工件所需的生产辅具成本大幅度降低,同时也减少了用于堆放大量端拾器的场地要求;
□ 机械结构的简化使得维护保养和备品备件相应简化;
□ 提高了与欧美国家的多工位压力机生产模具的匹配能力,从而实现了模具和端拾器在多工位压力机和串列式冲压线两种设备之间的互换,为国内的冲压生产与欧美汽车工业接轨奠定了基础。
上述优点足以证明,采用快速横杆式输送系统不仅使得该冲压线保留了机械手加穿梭小车系统的生产柔性,其产品单件生产成本也因生产效率的提高和投入的降低而下降,其市场化的前景非常乐观。
当然,该系统也还存在着一些不足之处有待于进一步改进和完善。比如: 该系统对使用现有常规生产线上的模具的外形结构有一定的要求;目前还仅适用于在新设计制造的冲压线上使用,在已有的生产线上由于其压力机间距的限制尚无法直接使用。对此,米勒万家顿公司还同步开发了一种名为“曲张式横杆“的自动化输送系统“ (Swivelarm)专门用于现有冲压线的自动化改造(见图7a和7b)。
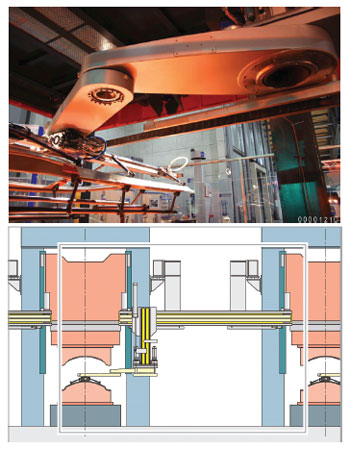
图7a 曲张式横杆机构(上) 图7b曲张式横杆输送系统示意图(下)
展望
生产柔性好和生产效率高是冲压技术发展和提高的主要方向,米勒万家顿公司开发的快速横杆式输送系统朝此方向迈出了坚实的第一步。同样,作为冲压技术由机械手式自动化冲压线向摆杆式多工位压力机发展的过渡产品,快速横杆式输送系统的出现为高速发展的中国汽车工业提供了一条与世界先进的汽车工业接轨,并使用摆动横杆式多工位压力机进行冲压件的现代化和规模化生产的捷径。
在过去短短的一年时间里米勒万家顿公司已经率先在国内销售了3条带有快速横杆式输送系统的大型自动冲压线,为该系统的大力推广和完善做了很多工作。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖