汽车制造技术的现状及发展趋势
当对汽车的制造成本给予应有的重视时,人们逐渐开始探索采用现代化技术的可能性。而当今汽车制造技术的发展重点则是,实现制造过程的计算机辅助工艺计划、控制和管理,并采用自动化的生产系统,以使产品质量达到高度的一致性。
主要零部件的现代制造技术
1. 锻造和锻压成型
当今的铸造、锻压工序都已基本上实现了自动化。利用成品零件的设计数据,通过CAD/CAM技术,根据毛坯的几何形状信息选择有关的制造工序,设计并制造有关的模具及工具,实现了对品种的多样化、高质量和缩短试制周期的复杂要求。
铸造、锻造和冲压车间所使用的现代化设备,可以生产出误差很小的非切削加工零件。它们非常接近最终的工件尺寸,使得后续切削量大大减少,从而省去了大部分精加工工序。
在锻造温度下从棒料上切下毛坯,由于材料体积的一致性,使之可以在封闭锻模中锻造。它所达到的精度介于普通锻造和实心工件冷挤压之间。紧接在锻造之后,利用锻造余热,在同一车间内对工件进行热处理。上例与传统工艺相比,可节约材料20%、能源30%,生产率提高了300%。
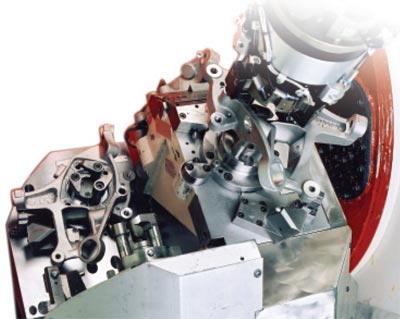
2. 主要零件的制造
由于在切削加工前提高了工件的尺寸精度,工件粗加工的劳动量大大降低。对尺寸精度和表面光洁度更求的提高,使得对精加工工序的要求也相应提高。同时,新的刀具材料和大功率、高刚度机床的应用,也降低了生产成本。
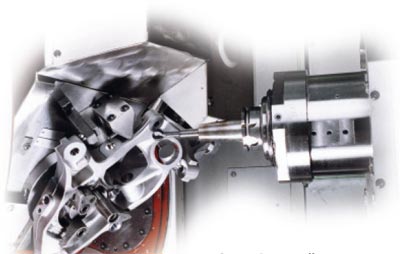
在大批量生产中,组合机床自动线仍然是最经济的设备。在组合机床自动线中,采用数控装置已经能以较小的代价获得一定程度的柔性。例如,在各种发动机系列中,可以在同一条线上加工不同缸数的汽缸曲轴箱。
零件自动识别装置和可编程控制机构,可以使一组不同的零件按任何给定的顺序进行加工。根据检验站测量的结果进行控制,可以确保达到规定的质量标准。各个加工工位之间的缓冲存贮区,在降低停工工时方面有着重要作用。具有故障点识别能力的机器诊断系统和自动换刀装置,可以减少车间的停工时间。
随着品种的增加和每个品种批量的相应减少,要求生产装备具有更大的柔性。例如,把加工中心、传送装置和控制系统结合为一体的柔性制造系统,一般都是经济的制造方案。统一协调的计算机系统,可以完成控制功能和编程功能。在这类系统中,还具有工件和工具的供应和质量保证功能。在样品试制和改进零件的生产中,这种系统最为有效。采用可交换的托板系统,将使这类系统的工作更加合理。
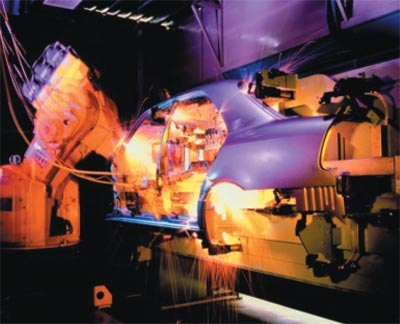
柔性制造系统也被用于后轴支座的焊接。采用机器人操作焊枪并控制焊接过程中的电流大小,保证了焊接的高精度、低飞溅,从而实现了生产的全自动化。
在要求低传热和小变形的焊接时,可以采用自动激光焊接设备。例如,采用激光焊接工艺焊接柴油发动机的挺杆座。为了生产这种零件,把两个深拉伸的零件沿其周边焊在一起。这种工艺在大批生产的条件下,其变形量在30μm以下。
3. 主要零部件的装配
在主要零部件的装配方面,由于尺寸精度高和工件刚性大,越来越多地使用相互联接的组装设备。在一些特殊作业中,如插入、螺钉连接和压装作业,都已实现了自动化。测量控制系统根据预先确定的目标值进行监视,还可把调整工作纳入该系统。例如后桥轴组装时,在模拟承受全车重量的条件下,自动调节车轮内倾和外倾,可达到3分的角度精度。
4. 表面光整技术
近几年来,在减轻重量方面,以成形的钣金工件取代实心工件的目标已经实现,在行走系统方面也是如此。因此,以防生锈对零件表面光整技术的要求也越来越为严格。例如,在前轴的自动喷漆中采用工业机器人,由过程控制计算机调用相应的喷漆程序。与普通手工喷漆相比,自动喷漆车在防锈和漆雾扩散方面都有很大改进。喷枪能够更准确地指向工件轮廓,从而使油漆的消耗量减少30%。
5. 控制过程
在自动生产设备中,装备了计算机辅助的机器监视系统。目前使用的系统可连续监视多条组合机床自动线中各台机器的运行,能分析和显示最新信息。例如,出现故障的部位也可汇总生产统计数字,从而能够及时发现薄弱环节,并有效地预以消除。对于在最大负载下工作的设备,采用这些监视系统是非常重要的。它能保证以最高的质量标准生产出规定数量的产品。
6. 质量保证
测量和检查数据由计算机辅助质量保证系统记录和处理,并与有关生产工艺相联系。这样,在各个零件制造的早期阶段,就有了直接查找原因的质量管理作为保证。
大部分工件都在纳入生产过程的自动测量站进行检验。在主要成品件的性能试验中,其存储、传送、校验和评价都由计算机系统菜单控制和管理。测量结果被处理成可直接评价的数据,如果发现有缺陷,就自动与可能出现问题的环节联系。
汽车的现代制造技术
汽车制造主要包括车身制造和整车装配,对卡车来说,还包括车架制造。
1. 冲压车间
在制作冲压件的板料中,有97%是以卷料形式提供的。卷料一般要在冲压线上经过几个步骤才能使之成为成品冲压件。通过机械式送料机构或工业机器人,把工件从一台冲床送到另一台冲床。
为使平整的仪表面板成形,常使用占地面积小、投资少的多级模冲床。利用模具的往复机构移动工件,可使循环时间缩短50%。
滑台式冲床与普通冲床相比,更换模具的时间减少了75%。模具的调整在冲床外面进行,利用其自身的驱动系统,工件从侧面进入机床,从而使冲压的平均循环时间显著缩短。
冲压后的成品,由无人操作的传送系统送入全自动行道式料架。计算机辅助料库管理系统使库存量和工具更换管理更加合理化。同时,占用的流动资金也尽可能少。
冲模及冲压件的质量主要取决于所采用的技术手段及其使用经验。采用CAD/CAM技术的目的不仅是为了提高质量,而且也为了减少开发工作所需的时间。它的内容从记录汽车车身模型的几何数据开始,经过做样件、样板和模板,确定生产工艺过程和制作加工图,直到数控加工冲压工具。
2. 车身制造
过去,在多点焊接工厂内,按车型焊接车身被看作是最为经济的制造方法。现在出现了利用工业机器人进行点焊的柔性制造方式。事实证明,把按车型号进行定位焊接和柔性焊接结合起来是非常经济有效的方法。使用这种方法焊接的车身,尺寸精度高于全部采用工业机器人的车身焊接线。其优点如下:
□ 生产各种车型的柔性大。在同一条线上可以同时焊接几种不同车型系列,整个产品系列都可达到最大生产率,从而避免了生产个别车型系列时生产能力的过剩。
□ 生产未来车型的柔性大。当生产新车型时,大部分设备仍可继续使用,只有传送系统和焊接工位需要改动。
□ 改变产量的柔性大。通过增加工业机器人,可使循环时间进一步缩短,所花的时间和资金都很少。
□ 投资少。与普通技术相比,对一种车型而言 ,采用柔性车身生产设备所需费用约少20%。
在自动熔焊中,工业机器人的应用日益广泛。它可利用传感器来识别焊缝的起点,调整机器人已编好的动作程序。用电子方法监视焊接参数,可以进一步提高焊接质量。
在车身生产的各种工步之后,由中央测量站实施质量控制。两个专门用于测量的工业机器人按照规定的检查程序,扫描检测整个车壳,测出超差的分析结果直接转换成焊接设备的修正参数。
3. 车身涂装
利用静电高速回转喷雾装置涂敷厚层腻子和表面涂漆,装置的利用率可达80%。通过跟踪系统和沿着车身移动的工业机器人,对发动机盖、行李箱盖、门槽和车轮拱圈喷漆,可使喷漆间的穿堂风大为减少。工业机器人还可用于汽车下底盘的聚氯乙烯保护涂层和发动机隔板的聚氯乙烯封焊。而对于塑料饰件的静电喷漆时,则必须提供导电的底漆。
为了优化生产过程,现在用计算机来仿真喷漆车间的复杂过程。在这种系统的帮助下,即可决定中间存储区的容量,也可分析缺陷和评价新过程的组成。
4. 整车装配
由于用户的要求都不尽相同,加之对采购的要求很高,因此,迄今总装配的自动化发展很慢。不过,在不同的车型设计和生产工艺的条件下,实现约30%的自动化还是可行的。
未来的总装配应包括配有连续传动的手动工作站。这些传送线与在规定的时间内移动的自动装配线相结合,汽车就能基本上由预装配零部件装成。预装配站的布置要能保证物流最畅通而有效。
今后的发展方向是对传感器控制的工业机器人系统的研制。它能完成复杂的任务,包括发现很小的偏差,同时还能准确地测量出力的大小。利用传感器可使控制功能实现自动化。因而,不仅可迅速而可靠地进行全面的肉眼检查,还可在例行检验中获得正确的结果。而在过去这取决于检验人员的主观判断。
汽车制造技术发展的新趋势
汽车制造技术的进一步发展趋势将主要集中在零件装配和车身制造的柔性自动化上。在这两大领域日本走在了世界的前列,欧美汽车厂家正力求在柔性自动化技术上加大开发力度,以缩小与日本汽车工业的差距。从各种具体制造技术来看,其发展趋势体现为:
1. 锻造技术
近年来开发应用的精锻工艺、模具,降低了生产成本,提高了产品精度。如中重型卡车后桥中的行星齿轮、半轴齿轮,过去用格里森圆拉机制造,近年来开始全部改为精密锻造。
2. 焊接技术
大量使用焊接机器人,焊接车间几乎没有操作工人,实现了质量稳定的多品种、大批量的车身焊接生产。
3. 切削技术切削技术正朝着数字化、高效、低成本、过程控制、环保等方向发展。
□ 数字化方面
3D设计、分析、工艺、加工在汽车制造中普遍应用,而且在发动机、变速箱、桥等壳体类零件加工中已普遍应用柔性加工。
□ 高效方面
目前已实现高速车削、高速铣削、高速磨削、高速滚齿;国外铝合金车、铣切削的速度已达到3000m/min以上的水平;另外,铸铁桥壳已实现强力车削,转向节、凸轮轴也实现了强力磨削;而中小批量结构复杂件的多品种生产逐渐趋向采用车铣中心、铣车中心、车磨中心等复合加工方式。
□ 低成本方面
淬硬钢以车代磨,齿套、齿轮等淬火件变热后以车代磨;工艺技术变革也使得精锻、冷挤取代切削加工工艺,如齿轮精锻、花键冷挤等。
□ 过程控制方面
重视工艺稳定性,Cpk>1.33,由目标变为起点。
□ 环保方面
使用无公害切削液,并推广水剂无公害切削液以及干切削,机床和刀具的技术进步使很多传统的湿式切削变为干式切削,在车、铣方式大量应用的同时,齿轮加工干切削也已成为现实。
4. 激光技术
激光加工已成为现代汽车制造不可或缺的技术。在国外,激光器的应用以每年20%的速度增长。目前的具体应用比例为:激光焊接和激光切割达60%,激光打孔和激光打标达19%,激光表面处理和研发达15%。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖