汽车底盘纵梁数控冲孔生产线的应用与发展
机械制造、数控技术、光电技术、通信技术、液压控制技术、气动控制技术等先进技术的应用,保证了汽车纵梁数控冲孔生产线自动化和柔性化的功能,使整个生产过程达到高效率、高精度的自动化生产,大大降低了劳动强度。汽车底盘是支承、安装汽车发动机及其各部件、总成,形成汽车的整体造型,并接受发动机的动力,使汽车产生运动,保证正常行驶的重要汽车部件。由于不同车型底盘上的配置不同而使得底盘纵梁的形状、尺寸及孔的数量、大小及分布亦会不同,因此车型的多样化以及发动机等核心零部件的更新换代等变化都对底盘厂家产生影响。直到20世纪80年代中期,大批量生产的专业制造厂家主要还是靠大吨位压力机一次冲压成形。这种大型压力机的投资巨大,而针对一种车形的一套冲压成型模具从设计到生产,周期很长,一般要半年以上,制造成本也很昂贵,在新车型的试制过程中会大大增加产品开发的成本和风险。而中小型汽车生产厂家就只能靠使用摇臂钻床划线靠模来完成,不仅劳动生产率低,而且精度差,劳动强度极大。激烈的市场竞争,对汽车生产设备提出了更高的要求,于是,一种新型高精度、高效率的纵梁数控加工设备应运而生,这就是汽车纵梁数控冲孔生产线。
汽车纵梁数控冲孔生产线是一种数控自动化、柔性化的生产制造设备,它是集机械制造、数控技术、光电技术、通信技术、液压控制技术、气动控制技术于一体的综合加工设备,通过应用计算机控制技术、微电子技术、自动编程技术和远程监控技术以及精密制造技术,使整个生产过程达到高效率、高精度的自动化生产,大大降低了劳动强度,是既能实现大批量生产又能对多品种小批量的汽车纵梁进行柔性化生产的数控生产线。
国外发展的历史与现状
20世纪80年代后期,欧洲开始在汽车底盘纵梁孔的生产中引进数控冲孔生产技术。当时主要有两大技术模式:一种是转塔式模具结构形式数控液压纵梁冲,另一种是直列模具结构形式数控液压纵梁冲。
当时转塔式数控冲床在钣金行业中已得到实际应用,技术也日臻成熟,而转塔式数控冲床模具的标准化和生产制造的柔性化又是汽车纵梁生产中所希望得到解决的。由于汽车纵梁长度较长,材质也与钣金行业中的不同,如将转塔式数控冲床加以改进,采用全自动吸盘上下料,冲压能力就可大幅提高,采用液压动力达到80 120t的冲压能力,就可满足纵梁的柔性化生产要求。
由于转塔式模具结构形式数控液压纵梁冲结构不能适应U形纵梁的生产,所以直列模具结构形式数控液压纵梁冲在后来得到了更广泛的应用。国外生产厂家主要有比利时索能公司、美国Beatty公司、德国Rasikin公司、意大利FICEP公司等,其中比利时索能公司最具代表性,其设备(见图1)有如下独到之处:

该生产线的加工对象是U形槽梁,可进行三面冲孔加工,所以其主机的结构已与转塔式纵梁冲完全不同。其整条线一般是由4台冲孔主机、3套送进机构及料辊支撑和自动上下料装置组成。4台冲孔主机包括800kN纵梁前翼面冲孔机(press1)、800kN腹面快速冲孔机(press2)、1800kN腹面大孔冲孔机(press3)和800kN后翼面冲孔机(press4)各一台,其冲孔主机模具结构形式也摒弃了原来的转塔式结构,而是采用直列式结构形式,选模不再是转动大转盘来完成,而是由气缸抽拉小小的垫块来完成,大大提高了选模速度;主机床身及送进机构均采用伺服电机驱动,精密导轨丝杠传动,为了补偿纵梁纵向弯曲及横向扭曲所引起的尺寸偏差,每台冲孔主机模具的模位前均有3 6组线性绝对值编码器以保证冲孔位置精度;控制系统采用轴控制模块及PLC控制对多个伺服电机轴及精确定位编码器及其他辅助功能进行协调控制,软件由索能公司自主开发,使整条生产线效率大大提高,索能公司三面冲孔生产线加工一根长12000mm 、宽300mm、高80mm、三面孔数300个的U形槽梁仅需要8min。由于该设备可将U形槽梁三面的孔一次完成,所以生产厂家可省去后面的成形工艺而直接购买成形梁进行加工即可,这样也能为企业降低投资成本和投资风险,尤其是在新产品的试制阶段,更能体会到其带来的好处。荷兰的DAF卡车集团、德国的M.A.N.集团、意大利的IVECO汽车集团、瑞典的VOLVO集团、美国的TOWER公司、韩国的HYUNDAI汽车集团等全球著名汽车制造商都在近十年左右使用了索能公司的3DU形槽梁数控三面冲孔生产线。
我国纵梁生产线的引进、开发与应用
由于汽车工业的快速发展,竞争的不断加剧,我国的汽车生产厂家过去少品种、大批量的生产方式也已远远不能满足现在的市场需求。我国在20世纪90年代后期引进了两条数控纵梁冲孔生产线,一条是二汽集团车架厂引进的德国Rasikin公司生产的第一条也是最后一条数控纵梁平板冲孔生产线,另一条是江淮汽车厂引进的意大利FICEP公司生产的数控纵梁平板冲孔生产线。虽然现在看起来这些生产线在某些方面技术并不是十分成熟,但这两条生产线技术的引进还是为企业带来了很好的经济效益,也为我国汽车纵梁的生产提供了新的工艺思路。
进入21世纪,微电子技术和信息通信技术的快速发展为柔性自动化提供了重要的技术支撑,工业装备的数控化、自动化、柔性化呈现蓬勃发展的态势。现在国内引进使用最多的是比利时索能公司生产的3D U形槽梁数控三面冲孔生产线。在最近的两、三年时间里,已进口5条该生产线,其中包括东风汽车公司卡车生产部和济南重汽集团分别购买了这样的数控三面纵梁冲孔线各2条,2004年11月,北汽福田汽车股份有限公司欧曼重型汽车冲压厂购买了这样一条数控三面纵梁冲孔线。从引进的项目来看,主要应用于重型卡车底盘纵梁的生产。
我国的汽车平板纵梁数控冲孔生产线最早是在2000年开始借鉴国外的技术并结合中国国内汽车企业现状着手研制开发的。目前,国产数控纵梁冲孔生产线已有40多条,先后在一汽集团、二汽集团、重汽集团及其下属汽车制造厂以及江淮汽车、北汽福田、山东时风集团、南京依维柯、亚星-奔驰等20多家汽车及配件生产厂家得到应用。数控纵梁生产线生产厂家以济南铸造锻压机械研究所开发的最早,开发品种最多。
由于我国汽车工业起步比较晚,各企业的生产技术水平参差不齐,对汽车纵梁数控冲孔生产线的要求也各不相同,因此迄今为止,为满足不同用户的需求,汽车纵梁数控生产线就目前应用情况大致可分为平板冲和U形槽梁冲两大类,而平板冲又可依照主机床身结构分为开式床身和闭式床身两种,按照模具结构来分有转塔式模具库和直列式模具库两种。
第一台汽车平板纵梁数控冲孔生产线的诞生
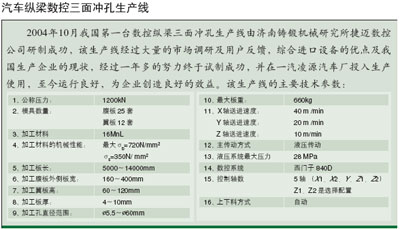
我国第一台自己设计生产制造的汽车平板纵梁数控冲孔生产线是济南铸锻机械研究所捷迈数控公司于2001年5月为江淮汽车生产的STPP-8010型闭式床身转塔模具结构形式的数控平板纵梁冲孔生产线(见图2)。生产线的主要特点:

1、主机采用闭式结构由主、副床身组成,主床身固定不动,其内部有一副轻巧的床身结构,其上安装有模具库及冲压油缸,冲压力通过油缸和下模座直接传到主床身上,高刚性的主床身承受冲压力。副床身移动为滚动摩擦,滚珠丝杠直接驱动,移动速度快,达50m/min。
2、液压系统为双泵双压系统,主油缸为复合式结构,根据冲孔大小确定冲压力的大小,这样不仅效率提高而且对整个床身的受力有很大好处。

3、纵梁送进夹钳为可浮动式结构,这样就避免了由于梁本身的弯曲变形而使得夹钳在送进过程中受较大的外力。夹钳具有自动避让功能,达到纵梁加工无死区。
4、模具结构为转塔式模具库形式,这是当时数控冲床普遍采用的较成熟的模具结构形式,维护简便,装拆方便。
5、自动编程采用分组优化、刀具优化、路径优化等多种优化方法,以减少换刀次数和空程长度。

该生产线的投入使用为企业带来了效益,提高了企业的市场竞争力。在尝到了数控纵梁生产线所带来的好处后,江淮汽车于2005年9月又购买了济南铸锻机械研究所的第二条数控平板纵梁生产线。象这样在使用了第一条后,又想买第二条第三条的厂家还有很多。
相信随着科学技术的不断进步以及汽车工业的不断发展,汽车纵梁数控冲孔生产线技术会更加成熟与完善,设备制造企业会提供更多高效、高精度、柔性化、人性化、自动化程度更高、性价比更高的生产线满足汽车生产的需求。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖