乘用车车架的焊接及质量控制
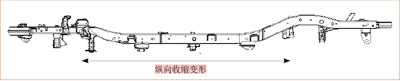
图1 纵向收缩变形
承载式车架主要用于皮卡、SUV等车型,而车架的焊接及质量控制一直是个难点。运用合适的焊接方法,有效控制焊接变形,将会使车架质量得到明显改善。
车架按承载方式分为:承载式车架与非承载式车架,承载式车架的车架与车身是分离的,车架上装配底盘上的所有零件并支撑车身;非承载式车架是车架与车身组焊在一起,是一个整体。按车架的生产工艺分为:焊接车架与铆接车架,焊接车架主要用在乘用车、轻型货车,及重卡的副车架;铆接车架主要用在重卡的主车架及中型货车上。下面就乘用车承载式车架的焊接进行说明。
车架的焊接方法及工艺
车架的焊接零件为低碳钢成型钢板,厚度一般为2~4mm,也有极少数为1mm和6mm。焊接方法采用CO2保护焊,CO2纯度为99.6%,焊接设备采用CO2保护焊机,根据生产纲领可以采用焊接机器人。装配过程采用专用的焊接夹具。焊接接头大部分为搭接,极少部分为角接。CO2焊接效率高,能够获得较好的焊接接头,不采用MAG焊接的原因是MAG焊接用的氩气含量为80%,也叫富氩焊,此种焊接方法成本高,焊接接头强度高。根据乘用车承载式车架所要求的焊接强度,CO2保护焊足可以达到,而且所要求的焊缝外观质量不是很高,虽然存在飞溅大的缺点,但综合考虑采用CO2保护焊性价比较高。
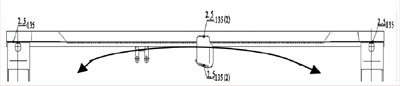
图2 挠性弯曲变形
表为CO2气体保护焊的具体参数,需要说明的是,对不同厚度的零件进行焊接时,规范参数可先按薄件选取,再按总厚度的算术平均厚度通过试片试焊修正;焊接工艺文件如无特殊要求,可执行本守则规定,有特殊要求时,应按焊接工艺文件执行;夏天室内作业开风扇时,风扇不能直接对着焊接区域,气体流量可适当增加,只要不产生气孔即可;随着操作者焊接技能的提高,焊接速度的增加,焊接电流及电压可适当增加。
车架的焊接变形控制
由焊接而引起的焊接制件尺寸的改变称为焊接变形,焊接变形为塑性变形,即当外力或其他因素去除后变形仍然存在,物体不能恢复原状。只要热量分布不均匀,任何焊接方法都或多或少存在变形。
1.焊接变形的种类及影响因素
焊接变形分为收缩变形、角变形、弯曲变形、波浪变形及扭曲变形,这些基本变形形式的不同组合形成了实际生产中焊接件的变形。车架的焊接变形主要表现为收缩和弯曲。车架前、中、后段总拼焊接完成后表现为收缩,主要是收缩变形(如图1所示),横梁焊接完成后主要产生挠性的弯曲变形(如图2所示),车架的整体结构如图3所示。
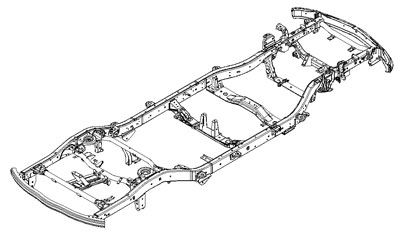
图3 车架整体结构
影响焊接变形的主要原因有:
(1)焊接的工艺参数,包括焊接电流,电压、焊丝伸出长度,以及保护气体的流量。电流越大,产生的热量越高,热量分布越不均匀,变形也就越大。相应地其他参数都相互制约、相互影响。
(2)焊接顺序,对于要求变形量很小的焊接,必须先进行定位点焊,然后再按顺序进行焊接。焊接顺序不同,变形的大小也不尽相同。
(3)设计时的因素,由于设计人员的经验和工作中的失误等原因,在设计焊道时没有考虑到焊接工作量与焊接变形、焊道布置与焊接变形等关系,从而造成由于焊道焊接量大导致的焊接变形严重;焊道的布置要考虑焊接的应力集中,应力集中越大的部位焊接变形越严重(如图4所示)。
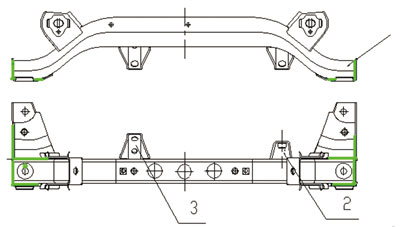
图4 车架第二横梁焊道集中在一点,焊接变形严重
(4)夹具原因,由于夹具的定位面与压紧块和焊接制件之间存在间隙,焊接时自由变形,这时夹具没有起到夹紧、防止和减小焊接变形的作用,焊接时变形处于失控状态,焊接变形严重,从而导致焊接变形失控。
2. 焊接变形控制
车架的焊接变形不仅会影响车架的外观质量,还会影响各个安装部位的位置尺寸,从而直接影响下道工序(总装)的装配与整车性能。因此,需要针对焊接变形产生的原因,对其进行控制。
(1)焊接工艺参数的控制,编制《标准作业书》,对操作者进行培训,并制定焊接工艺检查的相关制度。
(2)控制焊接顺序,要做到先点后焊,并在《工程作业书》中进行重点描述,对车架关键部位焊接时的顺序一定要保证,才能使产品具有一致性。焊缝长度超过1m以上,应采用分中对称焊法或逐步码焊法。凡对称物件应从中央向前尾方向开始焊接,并在左、右方向对称进行。例如:长焊缝(1m以上)焊接时,可采用图5所示的方向与顺序进行焊接,以减小焊后的收缩变形与扭曲变形。经过多次的焊接试验,采用图5-a的焊接顺序对控制纵梁的焊接变形最为有效。
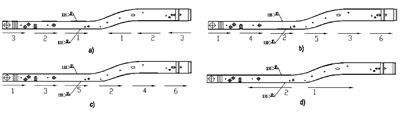
图5 车架纵梁前段长焊缝焊接顺序和方向
(3)焊缝设计人员要有充足的实践经验。第一,选择最小的焊缝尺寸,在保证车架结构有足够承载能力的前提下,尽量减小焊缝的尺寸,尤其是角焊缝,最容易盲目加大。第二,在焊缝的布置上,尽量避免焊缝集中,不允许有三条焊缝交叉的现象出现,这样的地方应力集中最为突出。合理的设计应尽量把焊缝安排在结构截面的中性轴上或靠近中性轴,力求在中性轴两侧的变形大小相等,方向相反,起到互相抵消的作用。
(4)要保证焊接制件与夹具定位面及压紧块之间贴合。在车架的焊接变形控制过程中,最常用的方法为反变形控制,需要工程师们根据经验与变形的规律,焊接前预先将焊接制件向着与焊接变形相反的方向变形或移动,使之达到抵消焊接变形的目的。这需要细心观察并积累焊接的变形规律,还要根据车架的结构及生产的实际状况进行灵活运用。例如,图1的车架前、后段都有定位孔,从车架焊接开始到车架总焊接完成始终以此孔定位,在前、中、后段总拼时,前后两孔的定位销X方向距离是理论数据,但在车架焊接完成后前后定位孔的距离一般都缩短2~4mm,这样把后段的定位销在X方向上向后调整3mm,焊接完成后的车架前后距离就会合适。这种方法在乘用车车架、重卡车架及钢结构等领域应用广泛。

CO2气体保护焊参数表
车架的检验
1. 焊接检验
由于焊接都存在内部缺陷和外部缺陷,为了保证焊接接头的性能,要对焊缝进行检验。乘用车承载式车架的焊接检验主要分为:静态检验与动态检验。静态检验分为:外观检验、焊缝尺寸检验、超声波检验、X光检验及金相组织检验等;动态检验分为:拉伸试验、弯曲试验及冲击试验等。承载式车架的静态检验主要是外观检验和焊缝尺寸检验,动态检验主要是拉伸试验。外观检验主要的要求为:焊缝应高低一致,宽窄相等,焊缝表面光滑平整、或呈均匀的鱼鳞状焊波;不得有裂纹、气孔、咬边、弧坑、焊瘤及焊穿等焊接缺陷。焊缝尺寸检验为焊脚高度,所用设备为焊缝检测尺。动态检验的拉伸试验主要检测焊缝的强度,检测焊缝所承受的拉应力与焊接母材(厚度最小的)的许用拉应力的关系。焊缝承受拉应力大于焊接母材的许用拉应力时,焊缝强度合格;焊缝承受拉应力小于或等于焊接母材的许用拉应力时,焊缝强度不合格。做试片时,焊缝为对接焊缝,对接间隙为1~1.5倍焊丝直径的宽度(如图6所示)。焊接试片不允许有气孔、咬边等焊接缺陷,焊缝余高不能超过最薄板的1/4厚度,最好在焊接完成后进行打磨。

图6 试片
2. 车架各部位的检验
乘用车承载式车架的各部位检验主要为尺寸检验,目的是为了保证后序的装配及整车的性能。车架分总成或小件的检验主要用卷尺、钢板尺对焊接件进行检测,保证分总成焊接的尺寸。车架总成的检测在车架总成检具上进行,用检测划线销对车架的各个部位进行划线并测量其偏差。车架的检测部位分关键部位和非关键部位,关键部位的检测点必须保证100%合格,例如,影响转向性能的转向机支架,传动副支架的安装孔。非关键部位要求90%的合格率,例如,车身的各个支撑。检测完成后的数据要进行记录、统计、分析。按周期(一般为2个月)对车架总成检具进行校对,主要是用多关节(便携式三坐标)对检具进行测量,分析偏差,然后根据检具的理论数据进行调整,调整完成后再进行测量,直到与理论尺寸的偏差在±0.2mm以内为止。对车架的检验还包括精密量具(多关节)的检测,主要用来检测总成检具上检测不到的部位以及车架的关键部位。当出现重大质量问题时,一般用多关节对车架进行检测。
车架的质量控制
由于乘用车承载式车架存在很大的焊接变形,所以对车架进行质量控制较为复杂。
1. 车架质量的影响因素
影响车架质量的因素包括人、机、料、法、环等各个方面(如图7所示)。从图7 可以看出,对车架质量影响最大的为冲压制件、夹具因素和人为的焊接工艺因素。
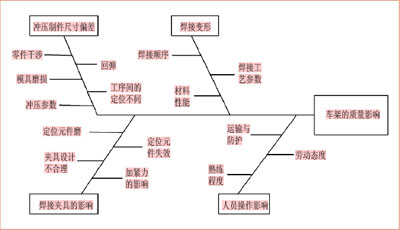
图7 影响车架质量的原因分析
2. 车架质量的控制
车架焊接由100~200个热轧板冲压制件组成,在保证容易装配的前提下,关键制件的尺寸公差一定要严格控制,一般为±1mm;非关键制件的公差可以适当放宽,一般为±2mm。车架的冲压制件每批次都要进行数据检测,按照“三检”(首检、抽检、末检)进行检测。车架纵梁内外板的检测要采用检具进行。当制件的状态不能判定时,要到下序(焊装区)的总成检具上进行验证,若装配或焊接上没有问题即可验证制件为合格。车架的冲压制件最难控制的是纵梁外板,由于拉延后的反弹不易控制,所以纵梁外板的型面与数模状态的偏差很大。纵梁内外板组合焊接时由于反弹开口会偏大,一般要用锤子敲击将内外板装配好,焊接时要调整好焊接的顺序,从两边向中间焊或者从中间向两边焊。至于应使用哪种焊接顺序,则需要经过试验焊接及测量来确定。
结语
乘用车车架的焊接既囊括了焊接知识,又包含车身夹具和质量控制方面的知识,它是一项综合性和技术性很强的生产工艺。以上仅是对车架焊接的简要分析,要有更深入地了解还要在生产过程中继续摸索,不断积累。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖