完美自动化打造优质冲压线
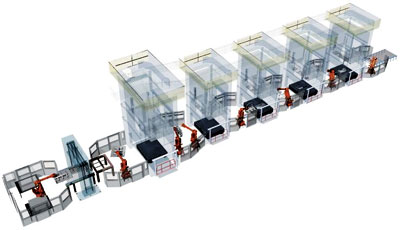
冲压自动化的模拟图
巴西大众汽车采用新型机器人系统,冲压件日产量从170件飙升至3880件,仅翻转系统一项就缩短了3~4s的周期时间。
早在20世纪中期就进入巴西的德国大众是该国四大传统汽车巨头之一(另外3个是美国的福特、通用以及意大利的菲亚特)。20年前,随着市场扩张与现代化浪潮席卷巴西,来自欧、亚两洲的其他汽车企业也相继进驻巴西市场。
大众在圣保罗郊外安谢塔建有一间规模庞大的工厂。不久前,该厂引入了最先进的自动化系统,对其落伍的生产线进行了一次成功的升级改造。该厂于2007年12月完成了一项技术革新:向金属加工车间的一条6压机生产线引入ABB公司的IRB 6650S 7轴机器人。这条冲压线之前为热销的Kombi多功能轿厢车和迷你巴士加工前面板。该厂每天生产100台Kombi,这条采用人工进料的冲压线日产量可轻松达到170件,产能的富裕使其每周有近一半时间处于关机停产状态。
随着其他车型产量的不断上升,原来的生产效率已难以为继。2008年4月,大众决定推出一款暂名23X NF的紧凑车。此时,Kombi冲压线的提速已经迫在眉睫。
摆在工程师眼前的紧急任务是实施过程自动化。项目实施结果说明了一切,同一条冲压线改造前日产量为170件,改造后猛增到3880件,产品涵盖8个不同车型。原先的30名员工仍旧保持不变,但生产班制已从每周3~4天、每天一班调整为每周7天、每天3班。冲压自动化的模拟图如图所示。
下面介绍一下这条冲压线的生产流程。首先,扁钢板由货盘输送到首台机器人旁边。机器人每次拾起1~2张钢板(取决于加工尺寸),送上由传送窄带构成的上料台。若复杂冲压工艺有要求,钢板还需经过涂油机上油。随后,第二台机器人拾起钢板,不过在此之前,视觉系统已将钢板的精确位置传送到第二台机器人,使其提早做好微调,以便在正确的位置拾起钢板并投入首台压机。这套视觉系统由德国Schleifstein公司制造、ABB公司提供。
经首台压机(1800t)冲压后,钢板大致成型,此时第一个工艺难点出现。因冲压方向为自上而下,经压制的工件呈下凹结构,而后续的冲孔等精细加工工序却要从侧面施压,因此工件从一台压机到另一台压机,必须经过“翻转”。
用一台机器人翻转钢板会涉及到较复杂的动作,需要连续多次变向,其中包括垂直轴方向上一个完整的180o圆弧运动。在早期自动化阶段,单机器人承担这项任务绰绰有余,但随着生产压力的增大,单机器人操作因耗时太长而难以满足要求。ABB公司的解决方案是提供双机器人翻转系统——在一台机器人将钢板交给另一台机器人的过程中完成翻转,操作位置低、速度快。当第二台机器人将钢板送入下一台压机时,第一台机器人已返回首台压机拾取下一张钢板了。事实上这就是一个节省周期时间的问题,仅翻转系统一项就缩短了3~4s的周期时间。3~4s在外行人眼里也许不值一提,但对于一条每分钟产量超过2件、目标达到3件的生产线而言,已是一次重大的提速。
后续的压机之间只需配备一台机器人,不过每台机器人都融合了另一项创新技术——“第7轴”,即设在机器人主臂端部的延伸轴。正如翻转系统,第7轴也能加快压机间的输送速度,另外第7轴还能使载荷分布更均匀,解决了棘手的振动问题。
大众安谢塔厂拥有两条冲压线,该厂希望在不久的将来实施另一条线的自动化改造。
#p# 新建的ABB机器人冲压线项目实施时间:2007年8~12月;
产能:从日产170件骤增至3880件;
生产节拍:Saveiro右侧面板的每分钟平均产量最高达2.8件,以前仅为1.5件;
生产零件:Saveiro左、右侧面板,Polo Hatch左、右侧面板,Polo Sedan、Polo Hatch的车顶,Polo、Fox和23X NF的发动机支架。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖