一汽轿车数字化工厂
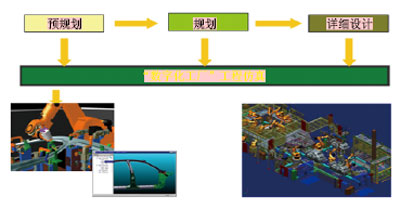
图1 FCC“数字化工厂”工作流程
为了进一步减少成本、提高生产率、提升规划质量,各制造企业都在寻求更好的“数字化工厂”制造过程管理系统来对其生产制造领域进行支持和改进。在此背景下,一汽轿车汽车有限公司(简称:FCC)从2004年开始,通过借鉴日本MAZDA在“数字化工厂”的成功经验分阶段引入了“数字化工厂”制造规划系统。
概述
2005年(第一阶段):通过北京迪基透科技有限公司(简称:DGT)引进TECNOMATIX/eMPower车身规划系统和物流规划系统,作为一汽轿车“数字化工厂”长期规划的第一阶段,在引进eMPower/BIW车身规划软件系统的同时,基于某车型现有的工艺数据、生产线等相关资源数据,FCC完成了该车型的“数字化工厂”建模、工艺库架构、资源库架构设计等。通过第一阶段导航项目,FCC掌握了“数字化工厂”车身规划流程和功能。
2006年(第二阶段):“数字化工厂”深化应用,逐步完善“数字化工厂”系统功能,为后续真实项目“数字化”规划创造条件,为自主规划做好基础准备,主要包括:系统集成、客户化开发和完善资源库建设等。
2007年:“数字化工厂”/ ROBCAD应用于新主焊线M2的详细规划、验证。

图2 PDM与“数字化工厂”eMPower系统集成
应用模式
1、以汽车研发项目为契机,有的放矢导入“数字化工厂”规划项目。这样做目的性强,效果显著,便于整个数字化系统的逐步实施推进。
2、建立相应的组织机构及明确相应职责。我们成立了相应的项目团队并在组织结构上得到承认,确保了资源配置,项目的推进才有保障,日后的运作才能持续有效。“数字化工厂”团队与其他项目组一起工作,在仿真、验证产品及工艺方案等方面实现协同工作。
3、持续实施。“ 数字化工厂”系统是一个制造过程管理的数字化平台,它可以管理整个制造过程。大量的系统集成、资源库积累、工艺知识库完善等得以保证“数字化工厂”系统的完整,所以“数字化工厂”系统的实施应该是持续的,并保证系统得以维持和发展。
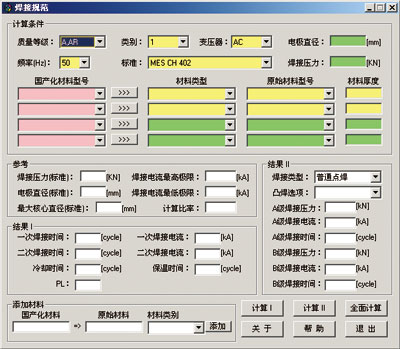
图3 焊接规范客户化模块
应用历程
1、2005年,引进“数字化工厂”车身规划系统(eMPower / BIW Solution)。
完成现有生产线及相关资源建模,建立标准工艺数据库、资源库;建模完成后,可以对现有生产线进行优化,或者在现有生产线上生产新车型前,在虚拟制造环境中进行工艺检验和仿真优化;培养了一支能熟练运用“数字化工厂”制造规划系统进行车身前期工艺规划和工艺仿真的工程队伍;完成了产品数据PDM系统与eMPower系统的数据集成;
2、2006年,完成了“数字化工厂”车身规划系统应用开发与系统集成。2006年,FCC委托DGT就“数字化工厂”车身规划系统进行了系统集成及客户化开发,主要开发了与PDM的数据接口模块、工艺文件的输出模块、焊接数据库智能系统模块等。
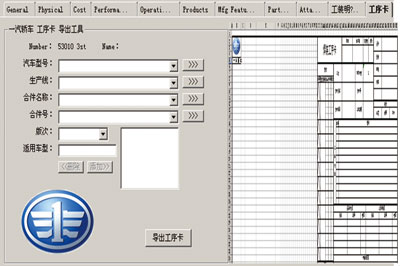
图4 客户化输出模块
焊接规范开发模块 / WeldAP:焊接规范计算工具主要解决以往设计焊接规范缺乏依据、主要靠经验来设计和设计结果与实际要求偏差较大等问题。该模块可根据零件的材料条件和板厚条件以及相应的技术要求按照两种方法计算出相应的焊接规范,为设计人员提供参考,帮助设计人员设计出合理的焊接规范;此外,开发了工装明细表输出工具 / CTable、设备明细表输出工具 / EqTable和工序卡输出工具/OpTable。
通过“数字化工厂”系统的应用开发,加快了规划速度、提高了质量;工艺文件可以自动生成,节省了大量的文件编写工作;同时,项目的积累为加速以后项目进度(新项目及改造项目)奠定了坚实的基础。
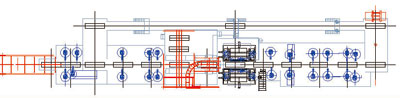
图5 M2线的2D局部布局
3、2007年,新主焊线(M2)的详细规划、验证。
“数字化工厂”应用于新主焊线M2的规划,主要使用“数字化工厂”/ROBCAD机器人规划仿真模块。在车身主焊线规划和工艺设计的同时,利用Robcad建立虚拟仿真模型,通过计算机的虚拟环境,设计和验证将来新投产的车型在M2线上的制造工艺通过性,利用Robcad软件的先进功能设计和优化机器人工作过程中的换焊枪、抓具、焊接及互锁等操作,并设计和优化焊接过程中的中间点和焊接路径;在虚拟环境中验证、设计和优化完M2工艺后,最终实现现场机器人的离线编程的要求,即通过计算机模拟生成的机器人工作路径和信号等程序,直接传输到现场真实机器人中。
经过“数字化工厂” / ROBCAD的规划仿真及离线编程等,论证、确定了生产线的改造方案,如主拼夹具改造、新产品的线通过性论证等,节约了大量改造费用及大量的停产改造时间。
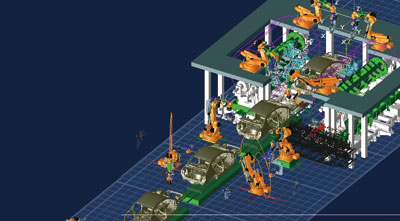
图6 机器人工位局部模拟仿真
结束语
“数字化工厂”制造过程管理系统,无论是TECNOMATIX / eMPower,还是DS / Delmia系统,其在汽车领域已经得到广泛应用,尤其在欧、美、日等汽车发达企业及其汽车生产线供应商,无不通过“数字化工厂”制造过程管理系统实现制造过程管理的信息化,在“时间、成本、质量”等方面产生了巨大的经济效益。
但是,“数字化工厂”制造系统涉及到从产品设计开始的可制造验证(工艺评审)、工艺规划、工艺验证、生产计划、生产线规划、工装夹具设计验证、物流规划、生产线优化、甚至到现场设备的PLC控制程序和NC程序等,所以,它不是一般的工具软件系统,而是与设计部门的CAD/PDM系统、企业资源管理系统ERP类似的系统。系统集成、客户化实施与开发是企业成功应用“数字化工厂”的关键环节。
FCC应用“数字化工厂”后提高了工艺规划效率和质量;实现了完整的工厂、生产线2D/3D布局图;产品设计和工艺规划并行进行;减少了项目规划的工作量;加强了焊接管理和焊点管理;提高了资源利用率(通过仿真验证资源的重复利用率);减少了规划时间;加强了主机厂与生产线供应商之间的协作。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖