三坐标测量机助力汽车模具项目开发
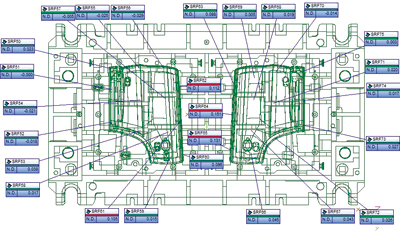
图1 车门外板凸模型面测量数据
汽车企业对质量的追求以及模具产业的激烈竞争使用户对模具产品的精度要求越来越高,全面地应用三坐标测量设备,不仅可以解决这一问题而且可为CAD/CAE/CAM技术的应用提供数据积累。
近几年,随着汽车工业的发展,由于主机厂对车身质量的追求、模具市场竞争的加剧,用户对模具和冲压件开发精度的要求越来越高。传统的测量手段,如卡尺、检具和打表测量已经在测量精度、测量范围、测量效率以及测量数据的连续性、全面性等方面无法满足用户和模具质量改进的要求。同时,模具开发CAD/CAE/CAM技术的发展,也迫切要求对模具和冲压件进行全面的数据测量,从而实现模具开发从产品设计、冲压工艺设计、分析、模具实物的数据加工到实物质量测量全过程的数据化运作。为此,我厂在2006年开始规划引进意大利的COOD3三坐标测量机,并于2007年初正式投入使用,在两年的使用过程中取得了非常明显的效果。
模具和冲压件检验的数字化
三坐标测量机的使用,大大满足了用户对模具开发项目质量数字化的要求,提高了模具和冲压件几何精度数据化控制的能力。
1.在模具几何尺寸精度测量中的应用
2008年,我厂承接了上海大众模具开发项目,共计28套车身覆盖件模具。用户明确要求所有的模具工作型面全部要进行三坐标测量。为此,按照用户要求,我们制定了模具测量规范,在规范中规定了模具的测量内容、尺寸精度公差、报告格式等内容,形成了测量模板。在实际测量过程中,操作人员能够严格按照测量操作规范进行操作,保证了测量质量。同时,报告数据也为后续的模具研配、调试和冲压件尺寸精度调整提供了依据和支持。具体测量数据示例如图1所示。
2.在冲压件几何尺寸精度测量中的应用
2007年,我厂承接的东风集团的X7项目,用户要求冲压件除手工报告外,还要三坐标测量报告。通过对连续5件三坐标自动编程测量数据的统计,可以达到判断单个冲压件质量的符合性、一批样件质量稳定性的目的。同时,通过数据的分类测量,还能够达到判断波动原因是模具闭合高度、零件压紧、零件在模具中的定位、零件材料4个原因中哪一个因素或哪几个的目的。具体测量数据示例如表1和图2所示。
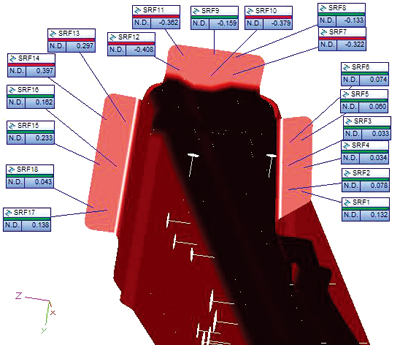
图2 三坐标测量纵梁数据
数据系统闭环运作
三坐标测量实现了模具开发CAD/CAE/CAM/CMM过程数字化闭环运作。
大家都知道,20世纪80年代以前,国内汽车从产品开发到工装开发全部是模拟传递。即从整车主模型拷贝成单件模型,从单件模型再到制造模具的工艺模型,从工艺模型再到模具。该传递过程不但周期长、成本高而且精度损失很大。随着计算机技术的进步、软件和数控加工机床的发展,汽车的设计、冲压工艺的分析、模具设计和模具加工已经全部实现数字化。但大部分模具厂往往过于相信数铣机床的加工精度,不太重视加工后的模具和冲压件实物数据化测量工作,从而导致开发各环节数据无法进行比较,汽车和模具开发质量系统无法实现闭环运作。三坐标设备的引进和使用,使模具和冲压件实物全部实现了高精度(0.01级别的)数据化的再现,使产品数据、模具设计数据、CAE分析数据、模具工艺加工数据和实物数据可以进行比较分析和转换,大大提高了整车匹配协调的效率和精度,为模具开发的质量培育创造了条件。
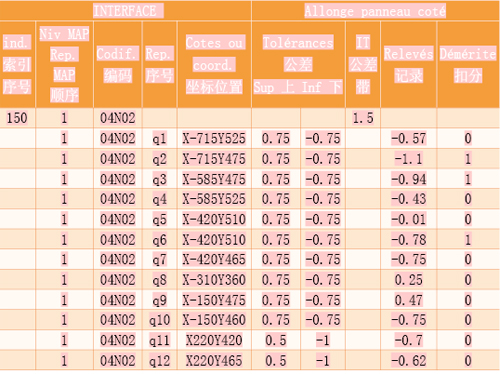
表1 三坐标测量报告格式的部分示例
实际上,由于不重视三坐标的使用,模具开发的CAD/CAE/CAM/CMM过程无法数字化闭环运作,很可能是国内模具行业模具质量开发水平低和进步较慢的重要原因之一。
数铣加工精度的改进
三坐标测量机的使用为模具数铣加工精度的改进提供了数据平台。
未使用三坐标测量机的时候,模具数铣加工精度的好坏要依靠合模情况来判断。这种方法得到的数铣加工质量信息是局部的、非量化的和不准确的,具有不便于进行数据比较分析和积累的特点。因此对数控加工精度的保证与提高不能起到很好的指导作用。
通过使用三坐标测量机,对数铣加工的模具质量特性进行连续、分类的数据采集和统计分析,可以确定量化的数铣加工质量现状,找到数铣加工的量化质量改进目标和问题产生的根本原因。同时,对改进措施的结果进行跟踪、验证测量,可以量化地确认各项措施的效果。我厂自2007年2月开始对数铣加工的质量状况进行测量统计,一直到2008年11月结束,对所有的测量数据统计分析后得出结论:经过1年零9个月的努力,通过使用三坐标测量机,数铣加工合格率从42.4%提高到了87.7%;各项质量特性的极差也有明显的改进,具体数据见表2。
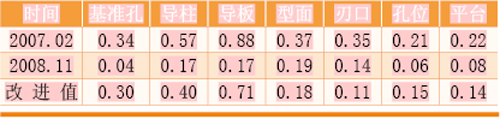
表2 改进前后各项质量特性的极差比较 (单位:mm)
高强度板的质量培育
三坐标测量机的使用为高强度板等模具开发过程中的制件回弹、扭曲的修正提供了数据化的整改依据。
在模具的开发过程中,由于CAE技术还没有成熟到可以完整、准确地分析出零件的回弹和扭曲的方向及大小并将之补偿到±0.5mm或±0.3mm的公差范围内,因此就需要对冲压出来的冲压件进行全面的、完整的尺寸测量,为修正数模提供数据,尤其是在高强度板回弹、扭曲比较大的情况下。我厂在两个高强度板项目的开发中,通过使用三坐标测量数据的采集,对冲压件回弹、扭曲数据进行数模修正,成功地使项目冲压件型面公差控制在±0.5mm范围内。
结语
三坐标测量机已经成为汽车和模具开发工作中不可缺少的重要设备。如何进一步高效率、高质量地应用它,为汽车和模具开发的质量和效率保驾护航,是我们今后研究的课题。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖