一汽大众总装车间的实时监控系统
在一汽大众的总装车间,借助一种易用的、可集成的、基于组件的MMI系统——RSView32和开放标准现场总线DeviceNet技术,实现了远程监视、故障诊断和信息管理报告的解决方案,并通过Intranet使数据在公司内生产车间、维修车间、生产计划等各个有关部门共享,有效地监视并控制着一汽大众双线混流生产的整个总装生产过程。
根据战略规划要求,一汽大众轿车一厂的年生产能力在2004年10月要达到33万辆, Audi B6和Audi C6混流生产线要实现4min/辆的生产节拍,而JETTA/BORA/GOLF生产线要实现85s/辆的节拍,并且两条装配线均为三班、300工作日/年生产。在这样的情况下,一汽大众总装车间采用了国际领先的模块化装配方式及实在时监控系统,并采用两条总装生产线同时进行多种车型混流生产的形式来提高劳动生产率,并促进整车装配质量的提高。
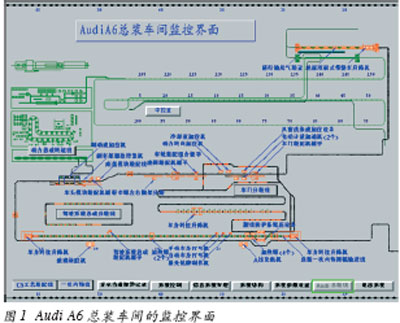
一汽大众总装车间实时监控系统用于整车车身工艺装配线及各个分装线的实时监控,该系统采用罗克韦尔自动化公司的RSView32工业监控图形组态软件制作而成。该组态软件运行于WINDOWS95以上操作系统平台,包括实时显示、故障报警、信息查询管理、梯形图、CAD辅助诊断、系统运行参数设定等部分,系统控制采用了网络控制技术及现场工业总线技术,如Control Net、Device Net、Fieldbus、Ether Net等,其优点是能够直观迅速地反映生产现场的实际情况,可以在中央控制室对生产线进行远程起动/停止控制,同时可以调出各个子模块的梯形图并对其进行编辑和调试,还具有故障显示/查找功能。图1所示为AudiA6总装车间的监控界面。
系统构成
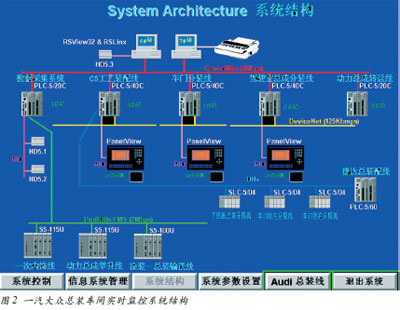
一汽大众总装车间实时监控系统由数据采集系统(1#站)、Audi整车车身工艺装配线(4#站)、车门分装线(3#站)、仪表板分装线(2#站)、动力总成分装线(5#站)、JETTA/BORA/GOLF整车车身工艺装配线及各种单机工艺设备组成,其中,单机工艺设备包括Audi装配线上的A柱发泡机、激光铭牌制作机、机器人涂胶机、JETTA/BORA/GOLF装配线上的仪表板装配机械手及仪表板机器人涂胶机、底盘打号机、激光铭牌制作机、天窗装配机械手、前端装配机械手、动力总成分装线及举升线、轮胎装配拧紧机、各种介质(R134a/制动液/伺服油/清洗液等)加注设备等。各种设备通过网络与中央控制室的两台监控计算机连接,系统结构见图2。
系统功能及使用
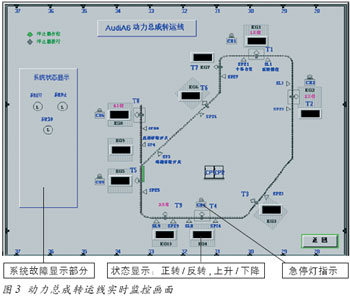
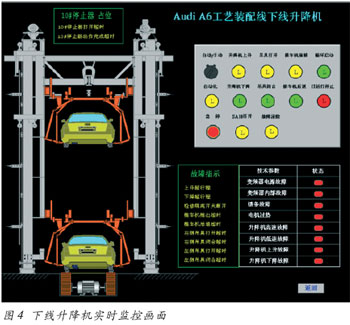
1、故障诊断及监控所有的现场执行部件及生产设备的工作状态、参数以及信息都采用现场工业总线Device Net这一世界领先的自动化控制和信息解决方案传送到各个生产线及分装线的PLC控制器,再通过Control Net实现各个PLC之间的通信,在信息网络层采用以太网,从而在中央控制室实现对整个生产车间的生产进行监控、故障诊断、报警信息及管理信息等的处理。图3、图4分别为动力总成转运线实时监控画面和下线升降机实时监控画面。
2、生产信息管理系统生产信息管理系统的构成如图5,该系统部分可提供信息维护和查询等功能。
信息维护方面,系统为使用者提供了可以维护车间数据库信息的接口,用户可以打开相应窗口修改或查询数据。
总装车间的信息维护主要包括以下方面:
● 设备信息维护/查询:可逐条查询和修改包括设备名称、安装厂家、生产厂家、型号、安装时间、设备预期寿命、维修次数在内的设备信息,也可查看设备信息数据表。
● 故障信息维护/查询:可逐条查询包括设备名称、故障地址、描述、故障原因在内的故障信息,可编辑故障原因,也可查看故障信息数据表。
● 操作员信息维护/查询:本数据涉及监控系统的操作员名称及口令设置,在预知口令、有权查询的前提下,可逐条查询包括操作员名称、口令、类别、权限在内的操作员信息,有权更改操作员信息的人员可以在输入口令后修改这些信息,也可查看操作员信息数据表。
● 工位信息维护/查询:可逐条查询和修改包括工位号、工装任务、工装步骤、说明在内的工位信息,也可查看工位信息数据表。
信息查询方面,系统为使用者提供可以查询车间生产信息的接口,用户可以打开相应窗口查询当日和历史记录的各类生产信息。根据生产实际,我们把生产信息分为正常信息、故障信息、操作信息和产量信息四类。正常信息主要反映设备(以生产线为单位)的起动/停止等运行信息;故障信息反映设备(细化到生产线上的具体设备)的故障状况;操作信息主要反映操作员的操作情况;产量信息则反映车间的班次产量、日产量、月产量和年产量。
对于当日生产和历史生产(某一日或某几日的时段内),均可查询以下四类信息,并且所有查询结果报表均可预览和打印:
● 正常信息:可查询日期、时间、设备名称、状态、累积时间、描述、操作员在内的正常生产信息,可显示设备有效运行时间和有效停机时间。
● 故障信息:可查询日期、时间、设备名称、故障原因、故障描述、故障地址、操作员在内的故障信息。
● 操作信息:可查询日期、时间、操作员、类别、说明、操作来源在内的操作信息。
● 产量信息:可查询日期、预计产量、实际产量、班组在内的产量信息。

经济效益及效果
采用了该实时监控系统之后,经过一段时间的运行,维修工程师可以直接从中央控制室迅速对总装线及分装线的现场工艺设备进行故障诊断,找出故障点,处理每个故障平均可节约8 min时间,设备开动率至少提高了1%,同时,停工时间降低了15%,间接费用降低了20%,缩短了新产品推向市场的时间,降低了总的生产成本。结合信息查询管理部分设定门槛时间,维修工程师可对经常出现的同一种故障进行统计分析,明确设备名称、故障地点、故障原因,在一定的历史时间内(如一个月),可对超出该门槛停机时间的故障进行重点跟踪,为维修保养及安排停产检修计划提供了客观依据,也为公司主管部门进行设备更新换代及新车型规划等提供了重要的依据。
当然,在该实时监控系统顺利运行之后,新的挑战还会不断出现,当我们的装配工艺节拍提高到85s/辆后,如何尽量减少停机台时、如何使各个生产车间之间的数据共享并有效配置资源等,这都是我们要继续深入考虑的问题。另外,在2004年我们马上要进行建设的新轿车二厂的项目中,如何在前期便制订出一个全新的自动化e时代的现代化轿车生产方案,更是一个值得深思的大课题。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖