双主轴带来的双倍的功效
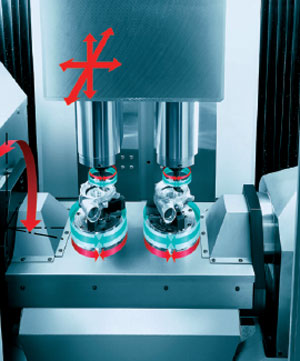
MC 526/MT双轴加工中心的双轴布置情况
在欧洲,双主轴加工中心已被广泛地应用于汽车制造业领域,汽车零部件制造商成为了该设备的最大用户。对于汽车零部件制造商来说,选择双主轴机床来实现大批量、多品种工件的生产显得尤为重要。因为,零部件制造商必须面对汽车设计周期不断缩短的这一事实,而双主轴机床恰好可以帮助他们从容应对这一变化。
而在普通制造业,双主轴机床也具有同样的优势。例如,与单主轴机床相比,双主轴机床能够将机床的切削能力提高至双倍,并且其加工质量与单主轴机床的也完全相同。此外,双主轴中心还能够降低能耗,缩减必需的支持服务,节约人力成本。
一台双主轴加工中心所需的构件和系统要比两台单主轴机床少很多。它只需一套冷却系统和一套CNC控制器,其花费的维护费用相对于两台单主轴机床来说也要少。一台双主轴机床比一台单主轴机床的成本高35%~40%。但实际上,一台完整的包括外围设备(如机床任选项、夹具、刀具等)的交钥匙的双主轴加工中心,比两台同等产出的单主轴机床的价格要便宜60%。

DZ 15 W Magnum双主轴立式加工中心
满足高速大批量的生产需求
双主轴机床最初是为了满足大批量、高速加工的生产需求而设计的。在双主轴机床上,工件的夹持至关重要,工件的夹持必须是精准的。任何轴向上的轴线出现不重合现象都会导致严重的位置问题,降低工件的加工质量。然而,通过在夹具设计上增加一些基本构思,避免轴线的不重合现象并不十分困难。
同样,由于机床两主轴之间的中心线是确定的,所以使工件在夹具上正确定位的偏置调整必须通过夹具来实现,而不能通过对CNC编程补偿来纠正它们的相对偏差。这不是一个限制或缺陷,而仅仅是机床体系结构的问题。因此,为双主轴机床设计的工件夹持装置要比单主轴机床的工件夹持装置精度高。
高精度夹具的制作成本相对于低要求的夹具要高,但双主轴机床能够实现双倍产出,在其他方面还能降低成本。而且在大批量的生产系统中,夹具还是可重复使用的,所以很快就能让投资者收回其投资成本。
自动控制与双主轴技术相兼容
双主轴机床上的自动控制系统同单主轴的控制单元是一样的,无论是谁决定使用自动控制都要面临巨大的投资问题。事实上,双主轴机床比单主轴中心具有更高的产出率,提高了自动控制系统的利用率。例如,为了扩大生产量,可以设计一种能够旋转180°的工作台。这种工作台为对分工作台,操作者或机器人可以在一边装夹工件,另一边进行工件的加工,而机床无需停机。当然,这种生产方式要求采用至少能装夹四件工件的夹具,但该投资的回报是工件的高产出和主轴的充分利用。

MC 526/MT双主轴加工中心有两个驱动轴,可以进行双轴车削加工
工件的精度将会如何?
提高生产率难道一定就意味着要降低工件的精度吗?事实不然。当两根主轴都参与加工,双主轴机床能达到0.05 mm的定位精度,Cpk 达到1.67级。当使用圆弧插补时,刀具的耐磨性就变得更为重要。但对关键的操作,编程人员可更换一个主轴的刀具,设备作为单主轴机床运行,使得数控机床具有单主轴的偏置能力。比如:加工位置公差要求为0.025mm的阀孔,可先在双轴操作模式下进行粗加工以降低循环时间,而精加工则在各轴上完成,以便于位置补偿;外丝加工时,由于刀具各不相同,直径可在双轴模式下先进行粗加工,然后再用单轴加工螺纹,以便调节影响螺纹质量的刀具直径。
现在,双主轴技术已在世界范围内被人们所广泛接受。这种机床结构提高了单名操作者的生产力,因此,在劳动力成本高昂的地区,人们大都倾向于投资双主轴技术。对于任何投资者来说,双主轴机床都不失为一种提高中大批量生产率的灵活方式。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖