粉末涂料应用于涂装工程
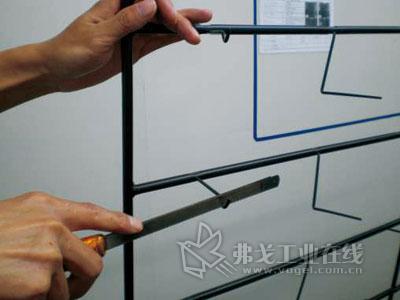
图1 用三角锉对悬挂点进行轻微打磨
随着人们对粉末材料研究的不断深入以及对作业高效、节能环保和低成本等要求,粉末涂料开始逐步应用于汽车涂装防腐技术中。粉末涂料虽然具有利用效率高、操作方便等诸多优势,但也有颗粒、涂膜缩孔等缺陷,需要在生产中不断学习、研究这项涂装工艺。
粉末涂料的组成及特性
粉末涂料由特制树脂、颜填料、固化剂及其他助剂以一定的比例混合,然后通过搅拌、热挤压、冷却、粉碎和过筛等工艺制备而成。有热固型和热塑型两大类,主要特性如下:
1.粉末涂料无VOC排放,不含有机溶剂及其他有毒成份,相比溶剂型液体涂料安全性要高很多。
2.粉末涂料是100%的固体体系,涂料利用率超过95%。
3.粉末涂料可一次性获得60μm以上的高防腐性厚膜层,相当于溶剂型涂料喷涂几道的厚度,减少了施工的道数,既利于节能,又提高了生产效率。
4.粉末涂料施工时,不需要按季节变化对粘度进行调整和控制,施工操作非常方便。
当然,粉末涂装工艺目前也存在一些不足:例如,粉末涂料不能像液态涂料那样可以迅速换色;边角上粉不均;无法像溶剂型涂料那样随意获得超薄膜层;需要固化的温度高;施工现场的粉尘浓度含量过高时存在粉尘着火爆炸的危险等。
粉末涂装常规工艺流程及重要参数的管理
粉末涂装常规工艺流程如下:前处理→挂件→除尘→静电喷涂→检查→加热固化→冷却→检查。下面以某车型B柱装饰条为例对各工序作业内容及关键控制点进行阐述。
1.前处理
提供涂装所需要的清洁表面,显著提高涂膜的耐蚀性和附着力,为涂膜创造良好的基底,工序内容:上件→脱脂→清洗→除锈→清洗→表调→磷化→清洗→切水干燥。
2.挂件
首先对上线的工件进行检查,要求工件烘干彻底,表面磷化膜均匀、完整,产品内外及夹缝无明显锈迹,表面无划痕等缺陷;检查挂具的导电性是否良好,一般在挂件前需要用三角锉对悬挂点进行轻微打磨,直至悬挂点裸露金属(见图1);对外螺牙及内螺纹孔部位上屏蔽件或用耐高温胶带纸贴紧保护,防止粉末涂层过厚影响牙纹装配效果;最后检查工件悬挂后的牢固性。
3.除尘
左手手指挟住工件侧面,右手用白色无尘布或粘尘布从工件左端的上半部开始向右端擦拭,同样的方法再从工件左端的下半部向右擦试,确保工件表面擦试到位。然后用除尘枪对工件的表面来回吹两遍,吹尘速度不宜过快,吹尘过程中遵循“自上而下,由内到外”的原则。

图2 调整喷枪出粉量及雾化气压
4.静电喷涂
首先开启喷枪的电源开关和气压开关,然后根据工件规格大小对喷枪出粉量及雾化气压进行调整(见图2),一般喷粉量控制在每分钟300~600g,雾化气压设定在0.3~0.5MPa,粉桶流化气压0.05~0.08MPa,静电压60~80kV(如果是漏底不良件返喷,静电压设定应不大于40kV),喷枪与工件之间距离20~30cm。喷粉时,要求喷枪垂直于工件表面,先喷工件次要面,再喷工件主要面,手法移动均匀。
5.检查
由于粉末不良件返工时需要脱漆后再重新前处理,返工流程相当复杂。因此在涂装管理过程中,需要安排专人在喷房出口对工件表面粉层外观进行检查。如果空气中细小的纤维吸附在粉层表面,可用气枪利用微小气压从侧面吹掉工件表面的纤维。
6.加热固化
红外线隧道式烘炉或红外线烘箱均可。一般固化炉温度要求恒温190±10℃,烘烤时间为25±5min,工件最底部距离烘炉底部及侧壁100mm以上。
7.冷却
由于粉末涂装固化温度高,刚出烘炉的工件表面涂层较软,对后道包装工序及涂层性能测验都存在一定的影响,因此,工件流出烘炉后,需要设置一定的冷却段。
8.检查
根据检验作业指导书或极限样板对工件涂层外观结果进行判定。
粉末涂装常见外观缺陷防治
1.“颗粒”的缺陷防治
(1)固化炉内杂质。解决方法是用湿布和吸尘器彻底清洁固化炉的内壁,如果是黑色大颗粒杂质需要检查送风管滤网是否有破损。
(2)喷粉室内杂质。主要是环境中悬浮的灰尘、作业人员衣物上的纤维、设备磨粒和喷粉系统积垢等。解决方法是每天开机前使用压缩空气吹扫喷粉系统,用湿布和吸尘器彻底清洁喷粉设备和喷粉室。
(3)悬挂链杂质。主要是悬挂链挡油板和一次吊具接水盘(材质为热镀锌板)被前处理酸、碱蒸气腐蚀后的产物。解决方法是定期清理这些设施。
(4)粉末本身杂质。主要是粉末添加剂过多、颜料分散不均和粉末受挤压造成的粉点等。解决方法是要求涂料供应商更换批次或改进粉末储运方式。
(5)前处理不彻底。主要是磷化渣引起的大颗粒杂质和磷化膜黄锈引起的成片小杂质。解决方法是及时清理磷化槽和喷淋管路内积渣,控制好磷化槽液浓度和比例。
(6)水质杂质。主要是前处理所使用的水中含砂量、含盐量过大引起的杂质。解决方法是增加水过滤器,最后两级清洗水使用纯水。
2.涂膜缩孔的缺陷防治
(1)前处理除油不净或者除油后水洗不净造成表面活性剂残留工件表面而引起的缩孔。解决方法是控制好预脱脂、脱脂槽液的浓度和温度,减少工件带油量,同时强化多级水洗。
(2)压缩空气含油或含水量过大而引起的缩孔。解决方法是安装过滤较好的油水分离器,及时排放压缩空气中的冷凝水。
(3)粉末受潮而引起的缩孔。解决方法是改善粉末储运条件,增加除湿机。
(4)悬挂链上油污被空调风吹落到工件上而引起的缩孔。解决方法是改变空调送风方向。
(5)两种以上的树脂不兼容引起的缩孔。解决方法是换粉时彻底清理供粉管道及喷粉系统。
3.涂膜色差缺陷的防治
(1)粉末颜料分布不均匀引起的色差。解决方法是提高粉末质量,保证粉末的L、a和b值差异性在合理的范围内。
(2)固化温度各固化时间不同引起的色差。解决方法是控制好设定温度和输送链速度,保持工件固化温度和时间的一致性。
(3)涂层厚薄不均匀引起的色差。解决方法是保证喷粉设备运行良好,调整好喷粉工艺参数及员工作业手法正确性的培训,确保涂层厚度均匀一致。
(4)不同批次涂料引起的色差。解决方法是对涂料厂家送货的每批涂料进行现场打样,确认合格后才能投入生产线使用。
4.涂层附着力差的缺陷防治
(1)前处理水洗不彻底造成工件上残留脱脂剂、铬化渣或最终水洗不净的酸性残余物。解决方法是调整脱脂工艺参数和加强最终水洗质量及水洗次数。
(2)磷化膜发黄、发花或者局部无磷化膜而引起的附着力差。解决方法是调整好磷化槽液浓度和比例,提高磷化温度,确保磷化膜均匀、致密和完整。
(3)工件边角或夹缝的水分烘干不净而引起的附着力差。解决方法是提高烘干温度或时间。
(4)水质含油量、含盐量过大而引起的附着力差。解决方法是增加进水过滤器,使用纯水做为最后2道清洗水。
(5)固化温度过高或烘干时间过长,造成涂膜分子链断链,即涂膜发生“脆化”。解决方法是严格按涂料供应商并通过现场验证后的参数进行作业。
(6)涂料本身的问题。通知涂料供应更换批次。
5.桔皮缺陷的防治
桔皮是涂装过程中常见而又难以克服的流平性问题,它与粉末涂料本身的特性、涂装生产中设备、涂装工艺参数的控制及人为操作手法密不可分,具体影响因素如下:
(1)粉末涂料中选用树脂分子量的影响。虽然高分子量树脂具有较好的耐候性,但由于粉末在流平时,处在热融状态的粉末粘度较大,流平比较困难,造成了橘皮现象的产生。从粘度角度考虑,选择低分子量树脂有利于改善粉末涂料的流平性能,但低分子量树脂的耐候性较差,这就需要粉末涂料生产厂家综合考虑合成原料的选择。
(2)粉末粒度分布的影响。一般来讲,当粒径大于60μm的粉末所占比例过多时,会造成涂膜的流平性能变差,容易产生橘皮现象。当粒径小于10μm的粉末所占比例多时,由于此时粉末涂料的干粉流动性稍差,会造成喷不上粉,容易吸附在枪头周围等喷涂施工问题。
(3)流平剂的影响。流平剂是粉末涂料生产中的重要助剂,厂家在生产粉末涂料时,都加入流平剂来改善粉末涂料的流平性能和均涂性能,提高涂膜平整度,减少橘皮现象。
(4)粉末涂料受潮或流化床气压设置过低的影响。严格按现场作业文件对各参数的管理,针对受潮的粉末涂料,可在生产前30min左右对该涂料进行流化浮动,如果问题依旧,可以通过一定目数的过滤筛过滤一次。
(5)喷粉技术人员技能不足的影响。由于人员技能不足,造成粉层厚薄不一。解决方法是不断加强对新员工的操作技能培训。
(6)涂装设备的影响。由于喷枪嘴及文氏管的磨损,导致喷枪雾化不良,使得吸附于工件表面的粉末厚度梯度较大,流平较困难,容易产生橘皮现象。对于此种情况,更换相应磨损的部件,也可以采用降低出粉量并提高压缩空气输出量,改善喷枪雾化性能来加以解决。
(7)挂具的影响。当工件进入喷粉室时,由于个别挂具有变形,工件随挂具形状发生偏转,使得工件表面与喷枪不垂直,造成涂膜薄厚不均,流平差,橘皮现象严重。另外,挂具涂膜过厚,挂具与工件之间导电性差,造成工件表面上粉不均匀。解决方法是利用锉刀对悬挂点进行轻微打磨或对挂具脱漆处理。
(8)烘烤温度及时间的影响。粉末涂料固化过程分为熔融、流平、胶化和固化四个阶段,当温度升高到熔点后,工件上的粉层开始融化,并逐渐与内部粉末形成漩涡直至全部融化,融化后的粉末再开始缓慢流动,直到在工件表面形成薄而平整的涂层,这个阶段称为流平。因此当固化温度及固化时间不够的情况下,融化后的粉层是很难完全延展开。
结语
我们需要积极学习国外粉末涂料与涂装新技术,大力推动我国粉末静电喷涂工艺与技术的广泛应用,从而为企业创造更大的经济效益和社会效益。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖