AT中挡位离合器改进设计
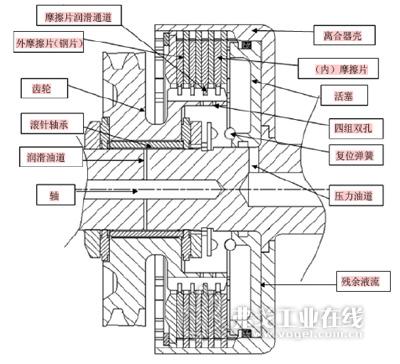
图1挡位离合器在AT自动变速器中的工作原理
在自动变速器制作与台架试验过程中,零部件结构、工艺等问题逐一暴露出来。通过自主开发、不断试验和改进,不仅增强了企业的自主研发能力,还获得了自动变速器及其零部件第一手资料,积累了丰富的研发经验。
众所周知,汽车自动变速器是现代汽车发展的核心技术之一,目前国内生产的普通家用轿车装配自动变速器几乎全部依靠进口。为此,国内各大汽车零部件厂家都争相研制自动变速器及其关键零部件,以图突破技术瓶颈,降低整车制造成本。国内自动变速器研发正处于百花齐放、百家争鸣的局面。通过对AT自动变速器正向开发设计、制作和试验,试制存在的问题逐渐暴露出来。现将AT中挡位离合器作为典型零部件,对其设计、工艺和试制的改进进行详细分析。
挡位离合器试制中存在问题
挡位离合器在AT自动变速器整个控制系统中属于控制目标对象,亦可称之为执行元件,起着传递、中断动力和运动作用。多个离合器组合作用,形成自动变速器多个挡位之间升降。当控制单元TCU发出升降挡指令,触发液压系统电磁阀,改变液流方向,使得离合器活塞结合或分离,挡位离合器内外摩擦片锁止或分离,完成挡位切换。当压力油从右侧压力油道进入活塞右腔,推动活塞往左运动,压紧活塞,则离合器将轴上的动力传递给齿轮;反之,压力油卸下后,复位弹簧作用在活塞左端,活塞从左端移向右端(如图1所示)。
在低转速和空载情况下,挡位离合器没有出现烧焦情况。在自制台架试验台上,空载转速在2 000r/min以上再手动换挡时候就会出现“冒烟”现象。拆开后发现,摩擦片组发黑(如图2所示),由活塞至卡簧顺序逐渐加深。离合器内壳有光亮划痕,划痕处恰好是内摩擦片所叠起的高度位置。显然是由内摩擦片旋转运动时产生离心力,将内摩擦片压向离合器内壁,使得摩擦片与离合器内壁正压力增大,摩擦阻力也增大,脱离时候摩擦片与钢片之间没有完全脱开。此外,滚针轴承也烧焦碳化了。
当挡位离合器卸压后,摩擦片未脱离开,而另一组挡位离合器结合上,变速器迅速发热,未脱开的摩擦片组成为了负载,烧坏摩擦片,同时输出转速会明显降低。摩擦片烧焦碳化后,不但没有传递动力,而且碳化物容易剥落,堵塞油道和油滤,尤其是电磁阀,容易造成液压系统瘫痪。根据试验测得,分离时间为1.8s,远远低于一般轿车0.6s左右的要求。
分析原因
挡位离合器脱离不开或脱离不彻底,导致烧摩擦片和滚针轴承烧焦,存在较多可能性因素。可能性较大的有:复位弹簧弹簧力不够;润滑不够而烧焦;活塞高速旋转产生离心力,残余油液推动活塞,使得摩擦片处于半结合状态以及摩擦片滑道不够光滑等。
根据液压力、活塞面积、弹簧弹力平衡设计,复位弹簧的设计是合格的,故弹簧弹力因素可以排除。
像其他AT自动变速器一样,该挡位离合器为湿式纸基摩擦片。在挡位离合器分离时,理论上摩擦片之间间隙为0.15~0.25mm,整个自动变速器处于运动状态,摩擦片与对偶钢片之间存在相对高速空划,不传递运动和转矩,而且摩擦片之间难免会发生碰撞。因此,摩擦片与对偶钢片之间需要足够的油液主动润滑。摩擦片润滑的途径是从左边的润滑油道进入压力油液,压力油液先润滑滚针轴承,然后到达齿轮上的摩擦片润滑通道,最终到达摩擦片与对偶钢片之间。该压力油液一般来自自动变速器油泵的溢流阀出口,压力一般在0.2~0.3MPa。润滑后的油液在离合器外壳高速旋转离心力下飞溅甩出,润滑齿轮,同时将摩擦片之间摩擦产生的热量带走。润滑油道是采用1mm的铜丝放电得到的,由于孔径小,润滑压力油液不够,导致滚针轴承烧焦。采用2mm的铜丝加工该润滑通道后,滚针轴承不再烧焦,但摩擦片却还是被烧焦。摩擦片润滑油道便引起关注。摩擦片润滑油道原先设计有 4组双孔径向均布在齿轮右侧内壁上,该4组双孔孔径为3mm。从油液流量计算角度考虑,孔径是足够的。从图1中的摩擦片烧焦分布情况看,靠近弹簧处的摩擦片未脱离开。

图2摩擦片组发黑
挡位离合器在静止状态与高速旋转状态对活塞的位移影响区别较大。在静止状态下,给离合器活塞注入压力油,摩擦片结合上,测得划转扭矩为180Nm;卸压后,活塞在复位弹簧的作用下,迅速右移。将挡位离合器装入自动变速器进行台架试验,发现摩擦片脱离不彻底,变速器有异响。试验完毕,打开自动变速器,拆下挡位离合器,双手可以轻松拨动齿轮,表明内外摩擦片没有粘连,跟前面静止状态时并无显著区别。当车辆需要换挡,某挡位离合器处于分离状态,在卸压后,有部分残余油液留在活塞与离合器壳体围成右侧腔体内。该残余油液在离心力作用下,做径向运动,顶在活塞边缘,产生动压力,推动活塞轻微左移,致使摩擦片在分离状态下还长期处于半结合状态。
挡位离合器毂内槽不够光滑、离合器毂和外摩擦片(对偶钢片)是线接触。外摩擦片与离合器毂槽接触过大,线接触增大摩擦,容易卡死。另外,挡位离合器内槽为冲压件,冲压成型最后做喷砂去飞边处理;喷砂处理使得内槽光泽程度优良,但表面粗糙度反而加大,不易于摩擦片之间分离。这里需指出的是,摩擦片与对偶钢片的平行度已经检测合格,因此平行度因素可以排除。
改进措施
1.挡位离合器轴加孔,轴上增至3个压力油道孔,呈120°均匀分布,使得活塞推动比较均匀,不容易倾斜,从而降低活塞卡死几率。
2.改变齿轮右侧4组双孔布置。原先四组孔轴向尺寸一致,径向90°均匀分布。现将其中相隔180°一起运动,分别对准挡位离合器处于分离状态时摩擦片之间的间隙,让润滑油液直接射入摩擦片间隙。
3.离合器毂内壁槽挤压光洁、不能喷砂,采用超声波振动与高压水冲洗毛刺。
4.在活塞上开两个呈180°对成的小孔,小孔被一端固定的弹簧膜片压住。当挡位离合器处于结合状态时,此弹簧膜片受油液压力压住小孔,活塞左右两腔处于隔绝状态。反之,当挡位离合器处于分离状态时,压力油卸载,此弹簧膜片翘起,活塞两端透过小孔相通;活塞右侧残余油液通过小孔流入活塞左侧,通向摩擦片与箱体内,残余压力消除,半结合情形也相应消除。
5.离合器钢片齿形及倒圆角。齿形跟壳内槽配合起导向作用,所以齿形最好做成梯形。将梯形上顶角倒成圆角,边缘棱角倒钝,使得钢片与离合器毂槽呈点接触,这样钢片稍微倾斜并不至于卡住。将摩擦片纹路改成径向辐射,可以加大扭矩传递,便于在离心力作用下将润滑油液甩出去,顺便带走摩擦过程中产生的热量。
结束语
挡位离合器的制作需要考虑的几个重要因素包括动平衡、润滑和快速脱离。通过以上不断改进和试验表明,挡位离合器烧片情形得以缓解。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论