非接触式激光后轴定位仪的应用
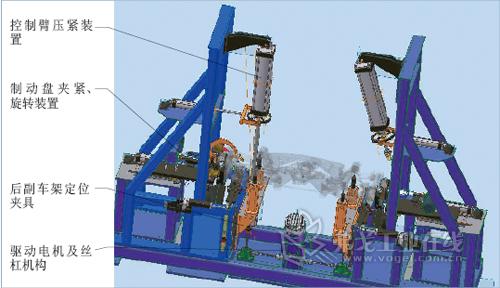
图1 7750型非接触式激光后轴定位仪机械结构
7750型非接触式激光后轴定位仪是一款后轴前束和外倾值在线检测和调整的设备,检测数据准确、可靠,提升了节拍,节省了设备投资,提高了后轴的装配质量。
奇瑞公司生产的A3轿车的悬挂系统为前麦弗逊独立式,后多连杆独立式,此款车注重操控性能和运动性能,前轴和后轴的前束、轮胎外倾等参数都需要调整,且调整和设置精度要求较高。在项目实施前期,考虑到如果将前后轴的定位参数都在下线检测的四轮定位仪上检测,前后轴只能按顺序进行,则需要的节拍时间会大大增加,若再投入一台新的四轮定位仪,设备的投资无疑会增加。经过综合考虑及与相关设备厂家的多轮探讨,我们最终选择了美国宝克公司设计生产的7750型非接触式激光后轴定位仪作为后轴在线检测和调整的设备。
7750型非接触式激光后轴定位仪是专为后轴生产线检测和校验后轴定位参数而设计的。它是利用激光成像、计算机数据处理技术的测量系统,可重复测量车辆前后车轮的前束、外倾等。测量的数值(前束和外倾)可实时显示,并允许操作者进行必要的调整以使车轮定位参数满足技术规范的要求。后轴总成定位系统采用激光束和计算机测量系统可以进行生产线测量以及后轴调整参数确认。预先设置和最终的数据将会进行本地保存(保存在计算机硬盘上),并且可以通过以太网上传给工厂用于记录跟踪目的。此外后轴总成定位系统将通过条形码接收后轴信息(后轴类型和序列号)。调整过程结束时,后轴总成定位系统将后轴信息和结果保存在本地硬盘上,最多可达10万辆后轴的数据。
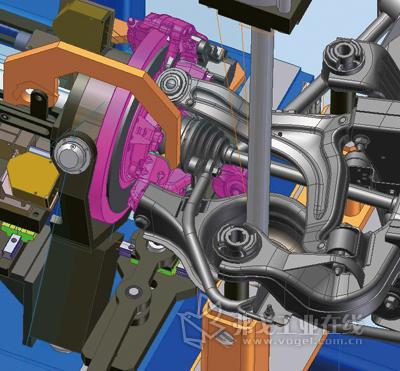
图2 小的气缸卡爪装置固定住制动盘并带动制动盘开始旋转
7750型非接触式激光后轴定位仪机械结构
1.控制臂压紧装置的主要作用是压紧左右后控制臂,左右两侧两个大的气缸,用于模拟加载在下控制臂上的“车辆载荷”。此装置由气缸、气动控制阀、气压调整阀以及对中调节装置等构成,其目的是模拟实车作用在后轴模块上的载荷。加载过程中的速度和压力可以调节,毫无冲击,所以它不会对下控制臂造成冲击和变形。此加载系统代替了后螺旋弹簧并可用于模拟在车辆上的弹簧施加的载荷(可达到2670N),在颠簸过程中,气动控制阀增加或减少缸体内的空气进而保持和施加设定力。气缸上端装有特殊的球轴承,加载在后轴下端车架处为一个特殊定制的球头。当活塞杆伸出加载到后轴下端车架处时,弹簧对中圈将气缸对中。在顶部安装的气缸可以使施加在后轴下端车架处的力同后轴在真实车辆上所受的力角度相同。
2.制动盘夹紧、旋转装置主要用于稳定、旋转和测量左右两侧的制动盘,通过此处的传感器实时检测出后轴总成此时的定位参数(如前束和后倾值)并实时地显示在设备的显示器上。
3.后副车架定位夹具主要用于固定后副车架,防止设备压紧后轴控制臂及模拟连杆跳动状况下后副车架发生位移,影响设备的检测值。
4.驱动电机及丝杠机构主要用于驱动后副车架定位夹具的上下滑动,实现z轴高度的变化,从而真实地模拟车辆在颠簸路况下连杆的跳动及车身高度的变化。驱动电机通过丝杠机构驱动后副车架定位夹具的移动。
同时,此设备还配备了防止设备运行过程中操作者误入的安全光幕、指导操作的液晶显示器、条码扫描器及设备的电气控制柜等。设备机械结构如图1所示。

图3 左右多连杆悬挂需要调整的度数
7750型非接触式激光后轴定位仪的运行和操作
首先用吊具将待调整的后轴总成吊至后副车架定位夹具上,后副车架定位夹具上有相应的定位销,然后用快速夹固定住后轴总成。完成此项操作后,用条码枪读取后轴总成上粘贴的条码,此时设备进入起动状态,制动盘夹紧,旋转装置开始动作,小的气缸卡爪装置固定住制动盘并带动制动盘开始旋转(见图2),模拟汽车开始行驶的状态。同时,控制臂压紧装置的气缸开始伸出压控制臂的螺旋弹簧安装的点,此项模拟螺旋弹簧的力,气缸压紧力的变化也模拟了螺旋弹簧的力的变化。设备运行的同时,基座上的驱动电动机通过丝杠机构驱动后轴定位夹具沿Z向跳动,此项模拟出车辆在颠簸路面上连杆的跳动,通过设备程序设置好的几种车辆运行工况,设备运行约50s后,显示器上显示出左右多连杆悬挂需要调整的度数(见图3),当旋转后轴连杆上的凸轮连接螺栓时,显示器上实时显示此时的调整角度,当调整刻度在绿色的范围内,表示此时的定位参数符合设计要求值。
7750型非接触式激光后轴定位仪可实现的测量和调整的参数范围为:Toe前束:后0o±2o;Camber外倾:后0o±2o。此精度完全满足现有A3车型测量和调整的要求。
结语
7750型非接触式激光后轴定位仪作为一款后轴前束和外倾值在线检测和调整的设备,从设备投入运行至今,检测数据准确、可靠,经过此设备调整后的后轴总成装车后,在下线检测的四轮定位仪上复检一次性合格率可达90%以上,此设备的运用极大地提升了下线检测四轮定位仪的节拍,节省了设备投资,并提高了后轴的装配质量,降低了因后轴参数不合格而造成的返工,是奇瑞公司在实践精益生产上的一个成功案例。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论