装配式凸轮轴的制造与装配

图1 装配式凸轮轴
本文针对装配式凸轮轴在汽车工业中的应用,介绍了其制造与装配工艺,重点对其中的调频调幅式轴向挤压技术工艺的特点进行了分析,讨论了提高其加工性能和质量的方法和有效途径。
随着发动机动力性和经济性要求的不断提高,人们对凸轮轴的综合性能也提出了更高的要求。在保证产品强度和可靠性的前提下,凸轮轴的设计制造应具有结构紧凑、重量轻、材料优化和加工流程简化的特点,以达到轻量化、低成本的目的。
装配式凸轮轴(亦称中空复合式凸轮轴或组合式凸轮轴)突破了传统一体式凸轮轴设计与制造理念的局限,将空心轴体、凸轮、轴颈以及端头凸缘、内凸轮和齿轮等零部件分别进行材料优化匹配、分体精密加工,然后通过某种连接方法装配到中空轴体上形成完整的凸轮轴(见图1),装配后只需进行精加工工序凸轮采用碳钢或粉末烧结材料,轴体则采用空心无缝钢管。碳钢凸轮经冷、温精密锻造成形,并进行高频淬火或渗碳处理;凸轮也可以由粉末烧结材料通过精密烧结成形技术烧结成形。
装配式凸轮轴制造新技术具有无可比拟的优点,它将凸轮轴的设计、材料的优化选择和性能分析三者恰当地结合起来,在保证高强度和可靠性的前提下具有结构紧凑、重量轻、材料组合优化以及灵活设计柔性生产等特点,是凸轮轴制造技术上的新突破,顺应了当今世界汽车工业发展的趋势。
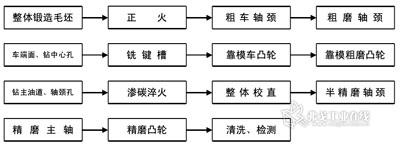
图2 传统凸轮轴制造工艺
传统凸轮轴制造和装配
1.传统凸轮轴制造工艺
传统凸轮轴制造工艺如图2所示,特点如下:
(1)不能满足配气机构中对凸轮轴各个部位的性能要求。凸轮要求耐磨损、耐胶着且耐点蚀;轴颈要求滑动性能好;芯轴要求刚性、抗弯曲和抗扭转性能好。传统凸轮轴很难同时满足上述要求,材料利用不尽合理。
(2)成本高。传统方法制造凸轮轴需要大量的机械加工工序,耗费大量的机械加工工时、机床、刀具、夹具以及设备操作人员和设备作业面积,特别需要大型锻造或铸造设备,在降低生产成本方面较难有新的突破。
(3)很难制造出凸轮密布排列的紧凑结构凸轮轴。
(4)整体热处理影响凸轮轴精度。各种传统加工技术均需要对凸轮表面进行耐磨性强化处理,如铸造凸轮轴的激冷、淬火或重熔以及锻造凸轮轴的表面渗碳淬火等,都是对整体凸轮轴进行的凸轮表面处理,必然伴有变形发生,因此必须进行整体校直,且绝大多数采用人工校直,费时、费力且不易保证精度。此外,凸轮形面的机械加工较难进行,也是影响加工质量的重要因素。
(5)材料浪费大,零件减重难。
(6)生产效率低、能源消耗大,自动化水平较低。
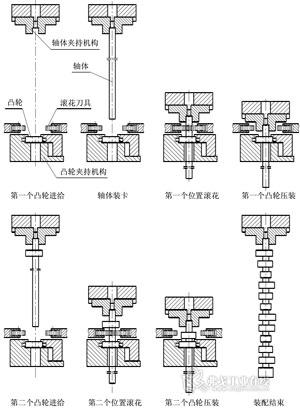
图3 传统凸轮轴装配工艺
2.传统凸轮轴装配工艺
传统凸轮轴装配工艺如图3所示,特点如下:间隙不能过大;芯轴上滚花;逐个装配;加工效率低;空心轴受压容易变形,影响加工精度。
装配式凸轮轴制造
1.装配式凸轮轴制造工艺
装配式凸轮轴制造工艺如图4所示,特点如下:
(1)产品设计柔性化。
(2)材料选择优化。
(3)加工制造方便。
(4)机构润滑改善 中空装配式凸轮轴明显改善了润滑系统。利用中空轴体的内孔作为主油道,把来自缸体的润滑油分别输送到凸轮、支撑轴颈、燃油泵凸轮和分电器主传动齿轮等部位。
(5)发动机性能提高 最显著的优势是可减轻重量25%~46%(钢质中空轴体),甚至可减轻重量53%(铝质中空轴体)。由于凸轮轴是一种不断加速和减速的具有质量的旋转物体,其加速和减速伴随着能量的消耗,因此减轻凸轮轴的重量对于发动机节能具有重要意义。
(6)无需大型热加工设备。
(7)绿色制造。
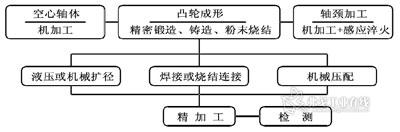
图4 装配式凸轮轴制造工艺
2.调频调幅式轴向挤压技术用于装配式凸轮轴装配
调频调幅式轴向挤压技术用于装配式凸轮轴制造工艺如图5所示,特点如下:
(1)通过振动式挤压在凸轮和轴颈内孔形成内花键;在夹具中,空心轴、凸轮、轴颈和凸缘等按轴向和周向要求定位;挤压模具一次挤压成形。
(2)结合强度高,可以减少装配压力40%,在同等过盈量下,可减少轴向力,减少变形,改善加工精度;在同等压力下增加过盈量,进一步提高连接强度。
(3)加工效率高,易于实现自动化生产。
(4)利用旋锻机加工轴端形状。
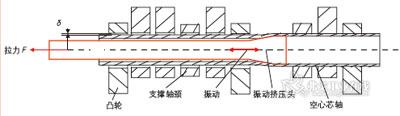
图5 调频调幅式轴向挤压技术用于装配式凸轮轴装配
该工艺技术创新地将调频调幅式轴向挤压技术用于装配式凸轮轴制造,解决了装配时凸轮轴制造中最为关键和核心的装配技术,克服了现有装配技术方法的缺点,充分利用精密CNC调频调幅式轴向成形变形量大、挤压力减小的特点,在凸轮、轴颈内脉冲式挤压内花键(具体内孔挤压形状可以通过挤压模具方便调整),凸轮孔与轴体外径为间隙配合。先将凸轮、轴颈套在轴体上并用专门的夹具固定,实现轴向和径向精确定位,脉冲式挤压模具从芯轴孔中脉冲式挤压通过,芯轴发生弹性变形和塑性变形,部分金属挤压填充到凸轮、轴颈的花键槽内。挤压结束后,在塑性变形、弹性变形的共同作用下,芯轴与凸轮和轴颈间形成过盈花键配合,从而实现空心轴体与凸轮、轴颈等连接元件整体一次完成联接,轴管的变形均匀、连接可靠且生产效率较高,特点如下:
(1)结合强度高。
(2)生产率高,适应汽车工业大批量生产的需求。
(3)该工艺在挤压过程中不需要附加限胀装置,凸轮和轴颈在芯轴上轴向和径向同时定位,设备简单,占地面积小。不像采用液压胀紧工艺装配时,不需要胀紧和挤压的部分,需要附加限胀装置。
(4)不论配伍材料如何组合,不会发生因凸轮材料硬度比轴体材料的硬度大,当轴体采用轴向滚花齿形的方式进行过盈装配时,凸轮孔壁将滚挤的轴体齿形的齿间“磨平”的现象。能形成轴体滚花齿形与凸轮孔的互嵌,实现凸轮与轴体的牢靠联接。
结语
作为凸轮轴的新型生产技术,采用优质、高效、低成本和高强度的装配式凸轮轴连接技术以及高精度、高效率的柔性自动化装配设备,是目前装配式凸轮轴制造技术的发展趋势。调频调幅式模具挤压技术有着独特的优势,是凸轮轴装配技术上的一次重要革新。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖