发动机气门锁夹激光检测工艺的应用
发动机的气门锁夹为气门组的一个关键零件,锁夹的检测工艺由传统的目视检查发展至激光检测,质量控制能力得到了大幅提升,本文详细描述了锁夹激光检测工艺的应用实例,说明了激光检测工艺的先进性、可靠性及高精度的质量控制能力。
汽车发动机从8V发展至16V,四气门结构大幅提高了发动机的吸气、排气效率,改善了发动机高速时的燃烧效率,能输出更大的额定功率,同时也减小了废气排放量。在发动机的制造过程中,缸盖气门组件装配标准也随之提高,传统的目视及拍打检测已不能满足现有的工艺标准。激光检测工艺的应用可对气门锁夹及组件的装配状态进行有效的质量监控,对产品性能的一致性提供可靠保障。
气门锁夹的装配技术要求
1.产品的设计标准
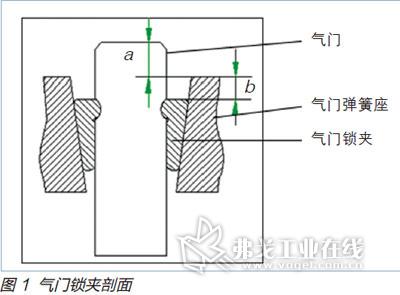
气门锁夹的装配如图1、图2所示,理论上气门装配完后,气门顶端距离弹簧座的高度与弹簧座至锁夹的高度为制造过程中的控制尺寸。要求a和b的值需在一定的区间方判断为装配合格。
通常,气门顶端到弹簧座的高度a随设计标准而定,在检测中用于对气门弹簧座装配位置的判断,而气门锁夹到弹簧座的高度则需有严格的要求,为满足工程要求,锁夹到弹簧座的高度差需满足-0.8mm~0.8mm的尺寸范围。

2.生产线的装配标准
气门锁夹与弹簧座通过设备或工具进行压装后,锁夹凸点完全卡进气门凹槽中,呈卡紧状态;通过气门拍打,锁夹无脱落,凸起、下凹及其他状态等。
3.气门锁夹装配失效存在的质量风险
若气门锁夹装配失效,可能出现一系列的质量问题,如锁夹脱落、配气机构失效引起气门无法正常开启和关闭以及气门卡紧失效导致气门撞缸,以上现象均会导致发动机无法工作。
气门检测的工艺方法
气门检测主要有人工目视检查、气门拍打以及设备自动检测三种检测方法。
相比设备自动检测人工目视检查的可靠性和稳定性明显不足。人工目视检查仅能凭感官判断气门装配状态,如是否出现明显的锁夹压装不到位,是否存在漏装或错装锁夹,无法保证100%将制造缺陷控制在制造环节中。
气门拍打则是在气门锁夹压装完成后进行,工艺上是通过模拟配齐机构运动方式,使气门进行上下运动,若锁夹压装不合格,在拍打的过程中容易出现锁夹蹦出或掉落到缸盖中。该方法存在的不足是拍打设备无法自动判断气门锁夹的装配是否合格,后续工位还需增加人工检查。不过,相比单纯的人工目视检查,采用气门拍打的方法锁夹质量控制的可靠性在一定程度上得到提升。
设备自动检测方法,可弥补人工检查和气门拍打的不足,较好地实现对气门装配质量的在线控制。一般情况下,我们采用激光扫描检测并判断气门装配质量,激光沿着设定路径扫描缸盖进/排气侧气门、气门锁夹和弹簧座等相关零件,并进行一系列尺寸计算,然后与程序中设定的极限范围比较,从而判断各零件之间装配的合理性。
气门激光检测的应用
1.激光检测的原理
激光检测是通过激光扫描某个组件并取各部件上的相关点,通过光线反射原理计算激光头距离激光扫描点的高度,并根据某种设定的计算方法比较相关点与点之间的位移,通过对比程序中已经设定好的极限值来判断组件装配的正确性。
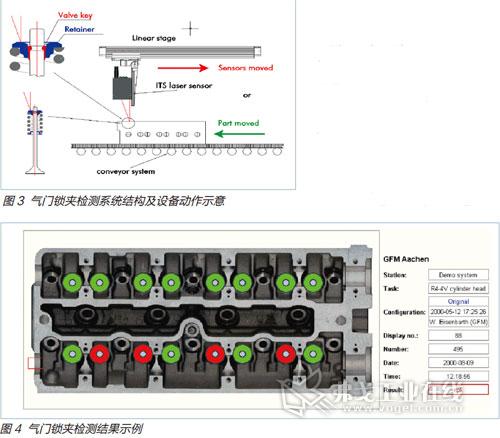
通常情况下,为了保证缸盖上气门组件装配的正确性和可靠性,我们采用激光扫描缸盖上气门、气门锁夹及气门弹簧座3个零件,并取这些零件上的1个或多个点,根据设定好的计算方法计算出各个零件装配后的相对位置(如高度差),由此判断气门组件的装配是否到位。(见图3、图4)
2.计算方法
通常情况下,气门上端由气门弹簧座及两片锁夹装配,并实现卡紧定位,一般可采用一个激光头分别扫描或两个激光头同时扫描这两种常用的检测方法:
(1)采用一个激光头分别对缸盖进/排气侧进行扫描:
激光沿着缸盖进/排气侧气门的中心线移动,针对进/排气侧每个气门,分别获取气门顶端高度、气门锁夹高度及气门弹簧座的高度。
扫描完成后,程序自动执行以下步骤:
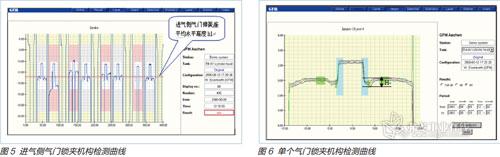
①计算进气或排气侧所有气门弹簧座的平均高度(h1),如图5所示;
②用h1与每个气门上两片锁夹的高度(h2)相减,计算出气门锁夹到弹簧座的距离,即高度差H=h1-h2=X,如图6所示;
③判断:设置x1、x2为程序中设定的气门锁夹到弹簧座的高度极限值,若X在x1~x2之间,则说明气门锁夹装配到位。
由于缸盖总成进气、排气侧的气门方向与垂直方向存在一定偏角,为保证检测的精度,我们采用设备顶升翻转机构控制进/排气侧缸盖的方向,保证激光垂直射向气门、气门锁夹及气门弹簧座,并沿着固定的路径完成扫描。
(2)采用两个激光头分别对缸盖进/排气侧进行扫描
将2个激光头按照缸盖进/排气侧气门的角度固定在设备上,由此,可避免设备对缸盖进行顶升翻转,减少设备因素引起的测量误差。缸盖定位后,激光头平行移动,激光垂直扫描在气门上,进气和排气侧同时进行检测。
检测时,激光沿着气门的相对垂直方向移动,针对进/排气侧每个气门,分别获取气门顶端高度(y1)、气门锁夹高度(y2)及气门弹簧座的高度(y3),然后分别计算每个单独气门的气门顶端到气门弹簧座的高度差(a),及气门锁夹到弹簧座的高度差(b),即a=y1-y3;b=y3-y2,若a与b均在程序设定的极限值范围内,则说明气门锁夹装配到位。
质量控制
采用激光检测气门锁夹,可实现气门锁夹装配质量的在线控制,较好地避免装配过程中的制造缺陷,如锁夹漏装和错装、锁夹压装不到位(如凸起或凹陷)、锁夹沾有油渍或杂质等;另外,我们还可根据检测结果来分析气门、气门弹簧座及气门锁夹的零件质量状态是否稳定。
在实际生产中,若出现个例或少量不连续的气门锁夹检测结果不合格,则可根据实际返修情况判断是否为油污、杂质或两片锁夹装配后的开口方向所导致;若出现批量且连续不合格现象,则需着手检测分析零件质量是否出了问题,如气门杆部长度或凹槽尺寸、气门弹簧座高度或锥角、气门锁夹锥角或凸点尺寸等是否符合技术要求。
结语
气门锁夹激光检测工艺目前已广泛应用于国内外大型汽车发动机制造企业,从传统的气门拍打及目视检测工艺转变为精确的激光检测,后由单条激光扫描改进为两条不重合的激光扫描,与传统的工艺相比,激光检测工艺的应用大大减少了气门组件的售后质量故障,也提升了对气门组件零部件的质量控制水平等。激光检测工艺会持续拓展至发动机装配的其他相应环节,为质量控制提供精准的手段。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖