机器人等离子切割技术及其控制系统
本文介绍了车架纵梁外形的特征、工艺技术要求、机器人以及等离子切割技术的特点,并将机器人、等离子切割技术、物料输送系统和切割除尘系统等有机结合,实现了车架纵梁外形高效率、高质量和低成本的自动化切割加工。
车架纵梁结构及加工技术
车架总成是整车中最大的总成部件之一,承担着整车绝大部分的载重负荷,起着“承上启下”的重要作用,是整车的“脊梁”,而车架纵梁是车架总成的关键组成部件,也是车架总成中体积最大、生产难度最大的零部件,具有品种多、质量大、厚度大和长度范围大等特征。
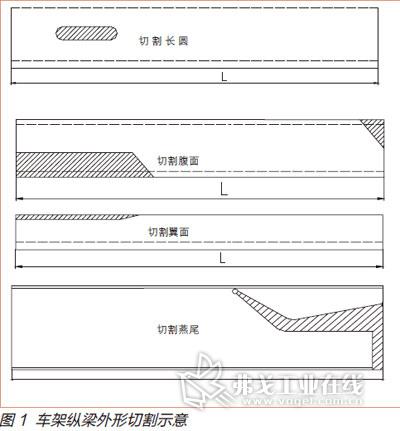
随着重型车的发展,尤其是重型牵引车的发展,为满足大功率发动机的装配空间要求以及大接头线束安装要求,车架结构发生了很大变化,纵梁需要进行外形切割加工。常规切割的类型为:切割长圆孔140mm×80mm或80mm×60mm,孔中心距前端头约600~800mm处;切割纵梁变翼面:宽度15mm到0mm逐步过渡,长度≤3500mm;切割纵梁燕尾:长度≤500mm;切割纵梁前端头:长度≤300mm,纵梁常规切割示意图如图1所示。
如今传统的加工工艺和手段很难满足用户和市场需求,迫切需要一种新的加工工艺和手段。机器人等离子切割技术既有数控等离子切割的优点,又具备机器人柔性化、连续性工作等特点,除此之外具有如下突出优点:柔性化程度高、产品适应能力好,能够满足不同纵梁的切割要求;切割工艺可移植性强,可以方便快捷地更换品种型号;可有效减少作业人员,自动化程度高,可以全天候无停留作业,因此成为车架纵梁外切割加工中的首选技术。
机器人等离子切割机设备构成及控制
机器人等离子切割机主要由自动上下料系统、物料传输系统、机器人切割机系统、PLC数控系统、除尘系统以及视频监控系统等组成,平面布置如图2所示。
1.机器人等离子切割工艺流程
前序将信号传递给切割机上料系统,上料系统检测判断后自动将工件从前序轨道吊运到切割机进料轨道上。进料系统将工件传输到切割房内,到位后前端定位、张紧;压紧装置启动,气缸推动压紧梁压紧工件,控制系统调用对应的切割程序进行切割。机器人先切割纵梁两翼面,切割完毕后,压紧装置回位,然后再切割腹面长园孔。最后进料装置使纵梁继续前进,当纵梁传过定位点时,驱动电动机反转使纵梁退行至后端定位点,检测系统检测纵梁到位后,机器人切割纵梁尾端。切割完毕后输送轨道将纵梁传出,下料系统将工件吊运至下道工序。
生产线有手动和自动两种控制方式,在示教编程或需要步进控制时,只需将控制旋钮旋至“手动”就能进行以上操作;反之在需要批量生产、全自动控制时,只需将旋钮旋至“自动”,整条生产线就会按照预先编好的程序运行。自动控制方式下的工艺流程如下:检测来料→行吊上料→传输系统进料→前端定位、张紧→压紧梁压料→起始点寻找→切割前端变翼面→压紧梁回位→起始点寻找→切割长圆孔→松开、进料→后端定位、张紧→压紧梁压料→压紧梁回位→起始点寻找→切割后端燕尾→松开、出料(切割过程中启动弧压跟踪功能,系统自动调整枪头与工件之间的距离)。
2.物料传输系统
物料传输系统含自动上下料装置和进出料输送装置,自动上下料采用龙门式行吊方式,行吊上下采用减速箱带动左右两个小齿轮与齿条啮合,从而带动一根挂着数组(8~10组)电永磁铁的挂架上下移动。该自动上料系统的电磁铁采用电永磁铁方式,当磁铁产生磁性后,在不给出消磁信号前,磁铁始终带磁。
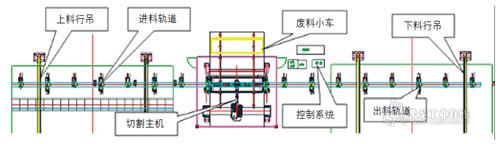
图2 机器人切割机平面布置
所以当自动上料机构在运行过程中碰到突然断电的情况,磁铁也能吊住纵梁,杜绝纵梁掉下造成设备或人员损伤的情况。进出料系统由多组传输机构组成,保证最短工件在任何状态下都有两组以上机构支撑。进料系统发出空闲信号,自动上料机构将垛料区的工件抓取到进料系统上,进料检测开关检测到传输机构上方有工件时,张紧气缸动作,将工件横向定位,同时驱动电动机靠紧气缸动作,驱动轮贴紧工件,进行传送。
3.机器人切割机系统
机器人切割系统是全套设备的关键部分,由机器人、等离子电源、定位系统、组合传输轨道和废料输出装置等组成。
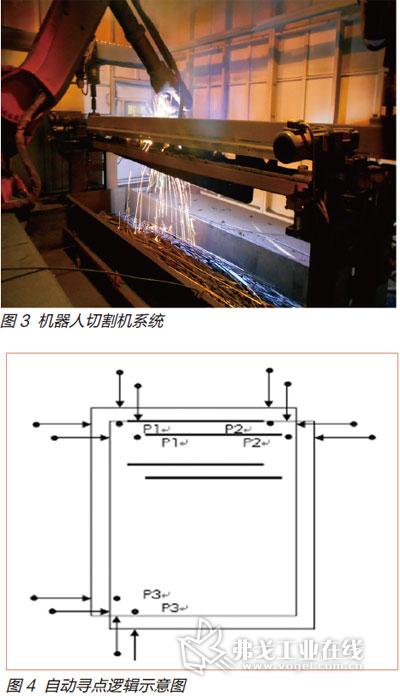
当前序的纵梁进入切割房并完成前端定位后,机器人调用前端控制程序,前端切割完后,纵梁继续传输,当进料系统检测到纵梁末端离开进料系统时,出料机构刹车,低速反转,使纵梁后退,待接触尾端定位挡块后,传输张紧结构将纵梁张紧,控制系统向机器人发出对应指令,机器人调用对应工件的尾端切割程序,切割完成后,由出料机构送出,同时进料系统开始进料。切割系统安装在切割房内,在切割前端、尾端斜角和长圆孔时,压紧梁移动到无机器人一侧,在切割纵梁的翼面时,压紧梁移动到纵梁上方压紧,压紧梁采用整梁结构,保证纵梁切割区域受力均匀,不会产生波浪,有利于后续工序的加工,工件切割时产生的废料,自动掉入废料排出系统中排出。机器人切割系统如图3所示。
为提高切割精度,消除由于纵梁外形差异、定位误差引起的切割误差和割枪碰撞工件造成设备故障,切割机设置了切割跟踪装置,即切割起始点自动寻点和弧压自动调高装置。切割起始点自动寻点逻辑示意图如图4所示。
(1)机器人 采用机器人是实现柔性化、自动化生产的关键。机器人控制系统可以存储数千套程序,对不同型号的工件可以调用相应的程序进行切割。本文中机器人采用ABB公司的IBR6600工业机器人,六轴联动控制,有效切割范围为0~3.6m,能够完成纵梁翼面和腹面的复杂曲线切割。机器人采用铸造专家级,防护等级达到IP67,环境适应能力强,特别适用于等离子切割房内的高粉尘环境。机器人腕端配有宾采尔防碰撞传感器,防止机器人在运动过程中误动作而损坏等离子割枪,机器人每个轴都带有安全保护装置,保证机器人即使在最高运动速度的情况下撞击其他物体,都能够保护机械臂不受损坏。机器人能够实现键盘手工编程、示教再现并通过RS232和以太网接口实现程序传输等编程方式。
(2)等离子电源 等离子电源是该生产线上极其重要的组成部分,等离子电源的选择需要根据工件类型、切割厚度、切割质量及切割生产节拍等因素来确定。一旦确定了等离子电源,也就确定了等离子的切割类型(普通等离子切割、精细等离子切割)、割枪以及切割数控系统。对于车架纵梁来说,选择普通等离子切割可以满足切割要求,并且使用简单方便、综合使用成本低廉。本生产线的等离子电源采用海宝MAX200电源以及配套的割枪、切割数控系统,该等离子电源的电流调整量最小为10A,即0~200A之间有20个档位供用户使用,选择范围大,可以根据工件厚度以及切割速度进行最佳匹配,根据实际使用经验,车架纵梁切割的电流一般选择为130~160A,切割速度为2.2~3.0m/min,能够达到较佳的切割质量。
4.数据控制系统
采用PLC系统进行数据信息总体控制,人机界面通过集成MPI接口与PLC相连,同时借助Profibus现场总线技术将PLC、机器人以及变频器相连,进行所有控制信号和相关数据的传输与交换。在该系统中,PLC是核心,它实现对机器人的起动、停止以及相关状态、动作的控制,还能调用和选择机器人加工程序;PLC也可以通过Profibus对变频器进行控制,完成工件的传输,包括运行起/停、正/反转和速度调节等。同时,PLC采集机器人以及变频器的工作状态,通过通信上传给人机界面,利用人机界面显示出来,从而构成一个先进的可视化的自动化控制系统。
5.除尘环保系统
本生产线配置有独立的烟尘净化系统及除尘方案,各烟尘捕集设备捕集的烟尘通过管道集中进入DFO-12除尘器进行净化处理,处理后的达标气体经风机排出。通过烟尘净化系统的过滤,排放出来的气体烟满足国家标准GB16297《大气污染物综合排放标准》的室内排放要求。
结语
切割工序在车架纵梁加工过程中起着承上启下的作用,前与数控冲孔相接,后与表面处理工序相连,因此在切割节拍、加工质量和柔性化等方面有着严格的工艺要求。通过采用机器人等离子切割技术,并匹配先进合理的传输系统、PLC数控系统以及除尘环保系统,提高了车架纵梁加工效率、加工质量,解决了车架纵梁外形加工中的多品种、少批量的柔性化生产难题,是一种适用于商用车车架纵梁外形切割加工的性价比较高的工艺方式。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖