基于功能分析的尺寸控制方法
基于产品功能分析的尺寸控制方法能够合理设计检测控制体系,确定和分级关键测量点,处理尺寸测量数据,提高各种检测手段的使用效率,加快尺寸分析和改进速度。
车身几何尺寸制造偏差控制技术涉及产品设计、来件质量、生产制造及检测控制等多个过程的研究,直接影响到最终的汽车质量,是汽车车身生产质量控制中的关键环节。由于车身及零部件尺寸检测数据所具有的大批量生产和小样本抽检特点在大多数汽车制造企业普遍存在,如何有效地利用有限的检测数据样本、分离误差和诊断误差根源,提高尺寸监控效率,一直是我们研究的重点。
合理设计检测方案
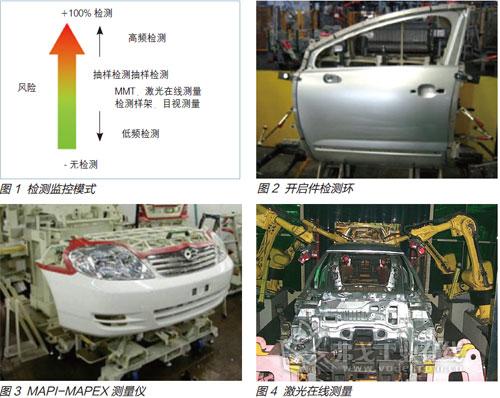
基于产品功能设计为主线的几何尺寸监控计划,其建立步骤贯穿于产品设计和装配工艺:按照产品功能分析、功能优先性(操作功能、法规项和安全项等)、返修的限制条件、工艺限制条件、经验反馈以及FEMA的分析(潜在故障分析模式及其效果和评判)对产品的尺寸监控特性进行鉴别和分级,确定具有关键技术特性的尺寸(即对产品功能有重要贡献的尺寸);并且对每个特性不能达到目标值的风险进行评估。根据监控特性的级别和风险评估结果来选择尺寸监控的设备和方法。而检测的操作方便性、期望的数据分析处理的反应速度和投入的检测设备成本费用等决定了车身几何尺寸控制必须采用抽样检查的监控模式,如图1所示。
车身几何尺寸检测设备的应用
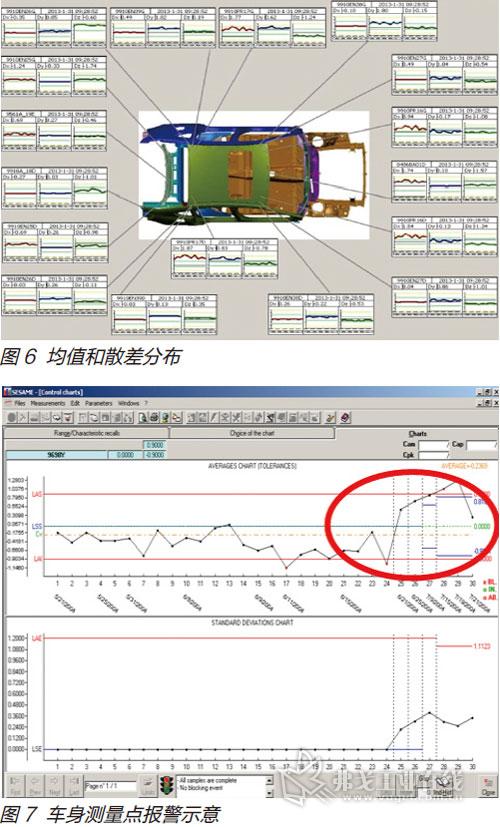
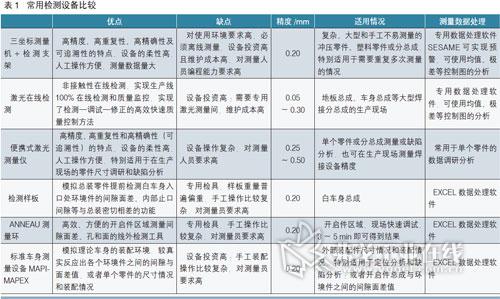
车身和零部件尺寸检测设备的发展目前呈现出高效率、非接触、轻量化、低成本和在线检测的趋势。在车身尺寸控制中,通常以三坐标测量机和检测样架、测量环(见图2)为主要手段;便携式三坐标测量仪,如FARO、ROMMER和MAPI/MAPEX(见图3)、激光跟踪测量仪(见图4),作为辅助检测控制手段的车身尺寸控制模式。图5所示为常用车身生产过程中尺寸监控站布置图,常用检测设备如表所示。
通常,新车型的车身尺寸测量点数量在900~1200个左右,测量点一般包括产品测量尺寸和工序测量尺寸。产品测量尺寸,与产品的结构、产品性能等有关,与产品功能密切相关的尺寸,在满足三坐标负荷前提下应尽量多测,抽样可以选取每周4件或者连续4天每天1件;工序测量尺寸是由设备直接形成的尺寸,可以通过简化零件在设备上的定位来优化测量尺寸,其检测原则是以维护为主,可以适当降低测量频次,如每2周4件,以便合理利用测量设备。
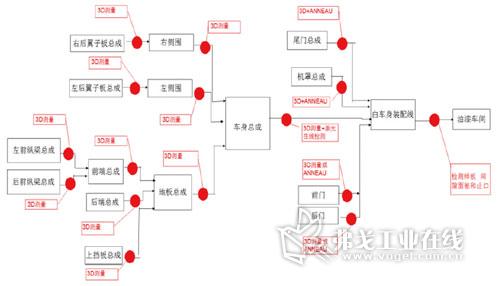
图5 车身尺寸监控站分布
零部件及车身总成测量过程分析
测量的再现性直接通过检测设备精度保证;测量重复性涉及到测量支架零件的定位、测量人员、待测量零件和测量环境等。为了准确分析和运用测量结果,必须保证测量过程稳定可控。现从以下几个方面进行重点分析:
1.检测零件的定位
零件检测需要把待检测零件装配并固定在检具或支架的同一位置上,以避免零件装配不同位置带来测量误差。通常情况下,零件在检测设备上定位和压紧与其在几何尺寸合装阶段的定位相符。对于刚性零件选取原则是限制6个自由度;但考虑到检测基准的需求,检测物理条件不完全与合装定位一致,对于易变性零件需要增加辅助支撑来保证零件与检测支架的稳定贴合。
2.建立测量基准
测量值只有相对于测量坐标系才有意义,通常在检具和零件上选取基准点建立测量坐标系。如发现测量报告首页中坐标系基准点的测量值超差,那么在这个坐标系下的测量结果就不可信,需要分析测量基准建立过程或者检测支架的问题,重新建立合格的测量坐标系。按照功能分析的需求,对同一零件的测量往往需要建立若干个功能坐标系,比如侧围外板零件大而薄,有尾灯入口、加油口入口及门洞入口等若干功能坐标系;可以及时分析测量点对此功能的符合性,也可以避免由于零件制造偏差或者检测手段的限制带来的测量误差。
3.确认检具合格
为了保证测量数据可信,需要确认检具设计、制造的可靠,必须对检具进行设计会签审核和检具实物验收,通常包括检具精度验收和检测重复性验收。只有两者都符合,检具才能被确认为合格。检具精度通过机加工艺能力容易保证;而检测重复性确认是指多次测量同一个零件的重复性精度要求,如果重复性结果不合格,需要从测量设备精度、测量方法、检具设计、检具制造、被测零件在探头作用力下的弹性变形以及零件的形状误差等方面分析和改正。
尺寸检测数据处理和监控
根据影响质量的大小,质量因素可以分为偶然因素和异常因素。偶然因素影响微小但却是过程所固有的,难以除去;异常因素非过程所固有的但却对产品的质量影响大,必须及时纠正。尺寸测量结果是生产过程、测量过程及零件状态等环节的综合反映,因此我们可以从检测数据分析入手寻找改进方向。
1.冲压零件来件质量控制和处理
对于冲压零件来件质量,重点控制零件的一致性,包括不同批次之间零件的一致性。通常,每批次抽取测量5辆份零件用于计算和评价重复性指标。
对于产品尺寸符合性改进,除了按照产品功能需求测量关键特性尺寸,直接对于超差项制定改进措施外,还可以反向寻求最佳的零件返修方案。比如,车门内板功能基准(即车门上铰链、下铰链定位孔和门锁定位孔)的测量结果满足要求,但包边面处测量点超出公差,按通常工作流程直接改进超差项,需要修改模具拉延工序和整形工序以保证正确的面测量结果,冲压模具返修工作量巨大。可以反向制定改进措施:重新调研门密封面位置度,如果也存在同样趋势的位置度偏差,就选择密封面上点测量结果,通过最佳拟合(BEST-FIT计算软件)重新建立新的坐标系,反向核算原来功能坐标系(门上铰链、下铰链孔和锁孔的位置度)测量点的位置偏差,来确定模具上3处孔的更改量。这样不仅满足了车门内板的符合性,还大大简化了冲压更改模具的工作量。
2.焊接分总成尺寸监控
车身几何尺寸检测数据处理和分析方法,针对大批量生产小样本抽检的特点,运用数理统计控制技术建立监控限,定期横向比较和分析不同检测设备测量数据的一致性,来确保尺寸监控体系的有效性。
分析测量数据时,必须及时剔除异常数据,以便寻找真正的问题点。单点测量数据可以直接进行均值和极差数理分析和预警,如图6所示。一旦过程稳定,按照数理统计要求,抽取稳定生产过程的样本测量值来计算监控限,按照监控限尺寸定期跟踪分析各个焊接分总成的几何尺寸指标IGF(焊接分总成几何尺寸指数),维持生产过程能力。超差问题的处理一般分为两种情况:没有导致整车缺陷产生,需要深入分析不符合的原因,修正尺寸监控限;对于导致缺陷的测量点,需要立即采用措施排除异常原因并跟踪验证。图7所示为车身报警示意图,对于超出监控线的测量点,立即调整设备或返修措施,避免不合格零件流到下游。
3.总装零件的尺寸监控
总装零件的尺寸超差一般直接反映在整车外观美学和功能上,因此必须严格把关。在调试阶段通常使用标准车身检测设备(MAPI-MAPEX)装配零件和测量零件重要尺寸,以排除焊接车身尺寸制造偏差对装配分析的不利影响,直接寻找总装零件本身的尺寸问题。在缺陷分析中,如刮水器功能分析,往往需要激光跟踪仪等高效测量设备,来输出玻璃等大尺寸零件的尺寸报告,与供应商零件报告进行比较分析,以便寻找玻璃、刮水器等零件的尺寸问题。在批量生产阶段,如果装车没有缺陷就接收产品尺寸,认可零件的关键尺寸监控文件,作为后续批量生产零件的监控文件。
结语
基于产品功能设计的检测体系在我公司现有车型的有效运用,优化了各个车型测量点的数量、简化了检测站的设置,提高了现有检测设备的使用效率,使检测工作真正服务于质量改进和质量监控工作。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖