搅拌摩擦焊技术在车身生产中的应用
在汽车制造业领域,铝被广泛认为是下一代汽车车体的主要材料,但是车体结构的日益复杂化和有色金属的大量采用对连接技术提出了更高的要求。目前,搅拌摩擦焊(FSW)作为一种成熟技术,已被应用于奔驰SL级铝制车身的平板对接和连续小曲率半径曲面件的对接中。
节能环保是汽车制造业的大势所趋,解决汽车高排放最直观的方式是车身轻量化。铝作为地球上含量最多的金属材料,其密度仅为铁的1/3。虽然纯铝的强度很低,但是随着强度足以和普通钢材相媲美的铝铜、铝镁及铝硅等铝合金材料的不断开发,铝被广泛认为是未来车身的重要材料。但另一方面,铝很活泼,在特定条件下甚至能在空气中燃烧。在大气环境下,铝和铝合金表面始终有一层致密的氧化膜,加上铝/铝合金优良的导热性,使得铝和铝合金的焊接尤为困难。而且,在铝/铝合金熔化焊过程中,由于大的热输入量,使得热应变非常严重。这些都限制了铝和铝合金的应用。
20世纪90年代初期,英国焊接研究所发明了搅拌摩擦焊:是利用搅拌针在待连接缝上的摩擦搅拌作用,在低于或远低于母材熔点的温度下,利用有色金属的塑性变形形成固相结合。其微观组织均匀且通常无明显可辨认组织,焊接接头强度可观,在很多条件下,接头强度甚至可以超过母材。在诸多公开文献中,科技工作可将其应用于探索包括有色金属、中/低碳钢和不锈钢的连接,并取得了很好的科研成果。
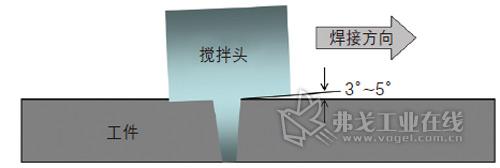
图2 FSW焊接过程中的搅拌头偏转
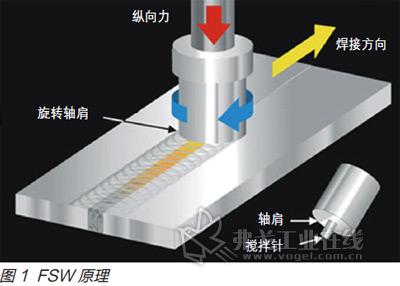
FSW原理
搅拌摩擦焊是一种在机械力和摩擦热共同作用下的固相连接方法(见图1)。在焊接过程中,一个带特殊轴肩和搅拌针的搅拌头旋转着缓慢插入被连接工件,搅拌头和被连接材料之间的摩擦剪切阻力产生的摩擦热,使搅拌头邻近区域的材料热塑化。通常来说,搅拌摩擦焊时的温度一般远低于被连接材料的熔点。当搅拌头旋转着向前移动时,热塑化的金属材料从搅拌头的前进侧向回转侧转移。通常,搅拌头相对于焊缝垂线偏向回转侧3°~5°(见图2),使搅拌头轴肩与工件表层摩擦生热的同时对热塑化金属材料产生锻压作用,从而形成致密固相连接接头。
之前的研究中,从焊缝的微观组织很难辨认其中的构成。从异种材料间焊缝的EDX成份分析来看,在焊缝中心的异种材料各成份的分布非常均匀。但是,对于连接过程中焊缝的热塑化金属的组织和特性,目前也是众说纷纭。为了解开谜团,日本丰桥技术科学大学的福本昌宏教授及其研究团队采用了CT对焊接过程进行了全程摄影,从录像来看,金属如同流动的液体在搅拌头的作用下自由流动,并在回转侧的挤压下固化,也未能辨认出其中的组织和特性,故姑且称之为塑性流(Plastic Flow)。
FSW特点
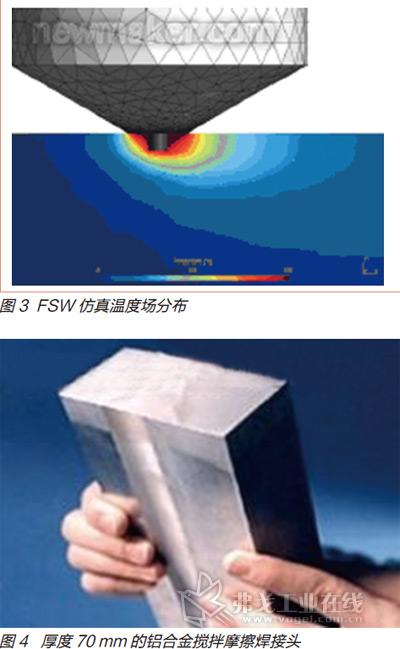
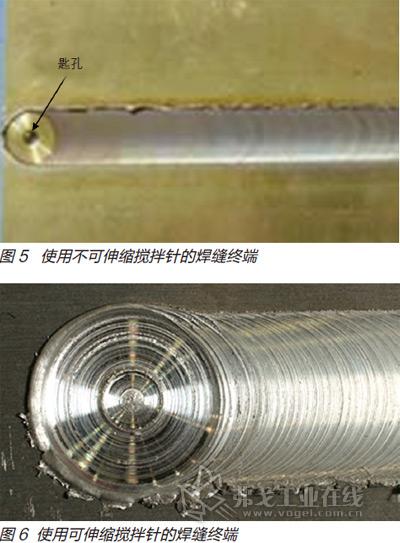
在FSW焊接过程中,无需添加任何焊料,没有电弧和熔化发生,无火花飞溅,材料是在有限的摩擦热和塑性条件下接合的,能耗仅为采用弧焊方式时获得同等焊缝的1%,成本低廉。而且,过程只需极少的热输入量(仿真数据见图3),热影响区及其负面影响几乎可以忽略不计。同时,焊缝是在塑性形变条件下接合的,晶粒在扫描电镜下甚至难以辨认,而且在回转侧的锻压作用下,组织致密,对于有色金属而言,很多条件下,焊缝强度甚至可以超过母材。除了强度,FSW在精度方面也有先天的优势。因焊缝生热量极少,热应力和热应变很小,在连接过程中如有合适的工装夹具夹持,其应变量几乎可以忽略不计,特别适合于厚板(见图4)和精确部件的连接。此外,连接过程仅搅拌头与工件的摩擦,噪声小,对环境友好。
尤为重要的一点是,有色金属的焊接一直被认为是一个世界性难题。一般情况下,在非承载高载荷条件下,有色金属的连接通常采用钎焊工艺。随着有色金属在军工和特种高科技行业中的应用逐渐向民用领域推广,传统的钎焊接头强度在诸多场合均无法与熔化焊相提并论,而特种有色金属的焊接成本高昂,工艺过于复杂,不能适应大批量生产的汽车领域。FSW的诸多优点不断地吸引着焊接工作者将其应用于铝/铝合金、铜/铜合金、镁合金以及钛/钛合金等有色金属及其合金。此外,也有不少学者将其应用于异种金属(有色金属/有色金属与有色金属/黑色金属)之间的连接。为了适应未来汽车车身轻量化的要求,日本丰桥技术科学大学的福本昌宏教授及其团队还在从事铝/PVC之间的搅拌摩擦焊结合,探索无机物与有机物之间的FSW接合。
尽管FSW有诸多优点,但也有其局限性,第一,连接过程对搅拌头要求极高,如搅拌头质量不过硬,则无法完成连接过程或需经常更换搅拌头;第二,不同厚度板材连接时,当厚度差超过一定值时,需开破口;第三,连接过程对焊缝的对中性有极高要求,否则修补非常困难。更为重要的两点:首先,因搅拌针的存在,在连接过程快结束时,银搅拌针无法收回,在焊缝终点处将留下一个与搅拌针同等大小的凹坑,被称为“匙孔”(见图5)。但此问题已经随着带可伸缩搅针的搅拌头的开发得到了很好地解决(见图6)。目前,为了适应不同材料和工况条件,形状各异的搅拌头正在不断地被开发和利用(见图7)。其次,背衬问题。因为在搅拌摩擦焊连接过程中,需施加足够的轴向力以保持搅拌头与工件的紧密接触,且塑性化组织流动性好,为了满足这两方面的要求,需采用背衬。但是,这样一来,对于曲率半径较小的弧面,其适应性将极度恶化,这一点,必须通过开发曲面适应性优良的背衬来解决。

奔驰SL级车身中98%以上为铝制部件,除了机械连接之外,也采用了TIG熔化焊,在车身主地板上,采用了搅拌摩擦焊的技术,其结构示意图如图8所示。其中,焊缝a和b为平板对接缝,板厚一致,鱼鳞纹分布非常均匀,背部焊接痕非常稳定,即连接过程参数保持一致。但是,在焊缝终端,发现了如图5所示的“匙孔”,即左右的a和b焊缝采用了不可伸缩式搅拌头。但因为结构设计的原因,此“匙孔”无需处理。
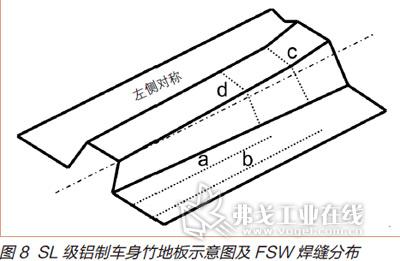
焊缝c和d位于传动轴罩板,此处由厚度不一致的三部分组成,从主地板总成来看,并未开坡口,但焊缝成形美观,鱼鳞纹分布均匀,背部焊接痕非常规则稳定。但是,传动轴罩板有许多连续但曲率半径很小的弧面,这对FSW提出了极为苛刻的要求。仔细观察各弧面边缘,鱼鳞纹之间的间隙与平面部分的鱼鳞纹间隙无明显差异。这种情况有两种可能性。第一,曲面冲压来件直接用于搅拌摩擦焊,这对背衬提出了极高要求。如果这种可能性属实,即意味着背衬的开发取得了突破性进展;第二,三块不同板厚的平板先对接成分总成,然后用于冲压。但是,各弧面边缘的鱼鳞纹间隙与平面部分无明显区别,而局部曲面边缘形变量极大,在笔者看来,这种可能性相对于第一种较小。之所以没有明确答案,原因就在于此。分总成为外协来件,笔者学习所在工厂员工对细节无从知晓。
再仔细观察焊缝终端,未发现“匙孔”的存在,而且,在焊缝终端边缘,未发现有明显切割和打磨的痕迹,这意味着,在连接c和d焊缝时,未采用耳板,亦即说明此处焊缝采用了可伸缩式搅拌头。
结语
从开发之日起,FSW的应用便风生水起。在汽车制造业,挪威Hydro公司第一次将FSW应用于汽车轮毂制造。随后,美国Tower汽车公司将其应用于汽车悬挂连接臂,取得了可观的经济效益。奔驰公司在SL级铝制车身生产工艺中大量采用了FSW技术。从突破性的背衬和可伸缩式搅拌头两者在SL级车身中的应用不难看出,FSW技术已日趋成熟,相关设备、工艺和材料价格得以大幅度降低,达到了提高车身焊接质量,降低生产成本的目的。














![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖