白车身柔性焊装生产线关键技术
随着我国汽车产销量的不断扩大及汽车市场竞争的日益激烈,车型的种类越来越丰富。为了加快产品上市速度,降低项目风险及生产成本,生产系统应具备多车型柔性生产的能力。白车身焊装生产系统相比于涂装和总装生产系统来说刚性更强,适应多车型混线生产的难度大,因此车身焊装生产系统的柔性解决方案成为国内外汽车制造业重点研究的课题。
柔性生产线的概念
如表所示,车身柔性焊装生产线要解决两个问题:实现生产线产能的柔性、实现生产线适应多产品的柔性。
生产线产能柔性一般通过预留工位和增减生产线操作人员或机器人数量来实现,在工艺规划阶段考虑整线的最大产能,并预留改造空间,这种一次规划分期实施的方法也是目前实现柔性产能最常用的一种解决方案。
生产线适应多产品柔性主要解决车型识别和专用设备的切换问题:随着计算机技术、网络技术和传感技术等通信技术的发展,生产线电控系统已完全具备解决多车型识别的能力。除电控系统外,焊装生产系统主要包括对车型变化极为敏感的夹具、抓手等工装设备;对车型变化较为敏感但具有一定的通用性的焊枪等工艺设备;对车型变化很不敏感,完全具有通用性的机器人、焊机、钢结构和输送系统等通用设备。本文主要讨论对车型变化最为敏感的工装夹具如何通过切换技术实现多车型的柔性共线。
表 车身柔性焊装生产线需解决的问题和实现方案
| 柔性生产系统 |
要解决的问题 |
实现方案 |
||
| 产能柔性 |
预留工位 |
|||
| 增减操作人员或机器人 |
||||
| 产品柔性 |
识别 |
电控系统 |
||
| 切换 |
工装夹具 |
夹具内单元切换 |
||
| 可切换的夹具模块+docking+切换机构+夹具库 |
||||
| 转台/滚筒 |
||||
| 工艺设备 |
机器人技术 |
|||
工装夹具的柔性解决方案
1.夹具内夹紧单元切换方案
夹具内夹紧单元通过翻转、水平滑动、升降和旋转等方式来实现多车型切换是最常见的一种解决方案,适用于夹具内多数夹紧单元或夹具主体机构,仅需要个别单元切换即可实现多车型共用的情况。该方案技术难度低,适用范围广,从小分总成夹具、一级分总夹具成到总拼夹具均可使用。
如同一平台的重卡驾驶室总成,由于其宽窄、长短和高低顶等变化较多,但变化方式较为简单,无论总拼还是分总成多数可以通过夹紧单元的滑动来实现车型切换,图1即为某重卡驾驶室总成工位纵梁定位机构实现长短车型切换的滑动机构。
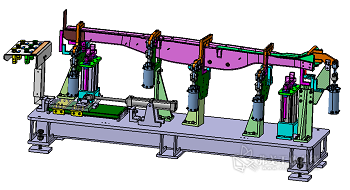
图1 滑动切换机构
若车型变化较大,夹紧单元无法实现共用,则需通过翻转、升降等避让和切换方式实现多车型的共线,跨平台的下车身定位系统是该方案最典型的代表。图2为某汽车厂下车身定位单元通过翻转切换实现多车型共线的方案,图3为某汽车厂下车身定位单元通过升降切换实现多车型共线的方案,图4为某汽车厂通过旋转实现4个平台车型切换的方案。
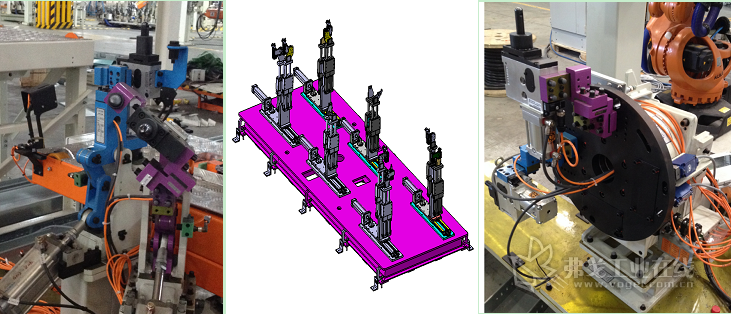
图2~4 翻转切换机构 升降切换机构 旋转切换机构
随着汽车平台化技术和伺服技术的发展,车身制造业发展出了NC-LOCATOR这一柔性定位机构,这种定位机构以伺服电动机为驱动,定位精度为±0.1mm,在各车型定位孔孔径一致的情况下,只要在机构的活动范围内,理论上可以实现对任意车型的定位。图5为两种典型的NC-LOCATOR机构。
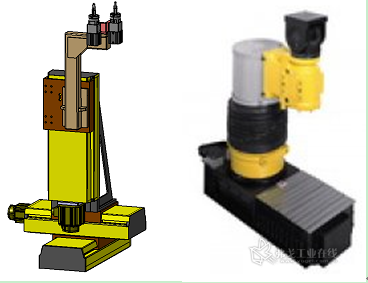
图5 两种典型的NC-locator机构
2.模块化切换方案
将夹具系统拆分并模块化,通过切换系统实现定位模块的切换是目前夹具柔性化技术中系统构成最复杂、技术含量最高且柔性化程度最高的一种解决方案,一般适用于自动化程度较高的生产线及总拼工位。使用这种解决方案的夹具系统一般被分解为4个模块:夹紧模块,定位车身的夹紧单元构成的模块;docking模块,定位夹紧模块的模块;切换系统模块,将夹紧模块送入或送出docking模块的搬运系统;夹紧模块库,夹紧模块的储存库。
(1)模块化切换方案在分总成上的应用
图6为某车型机舱分总成焊接生产线的一个工位构成,该工位4个模块分别对应如下:夹紧模块为GEO抓手、随行台车(pallet);docking为抓手docking、pallet docking;切换系统模块为机器人、pallet输送系统;夹紧模块库为GEO抓手库、pallet库。该系统定位和切换原理如下:定位夹具被拆分为pallet和GEO抓手,分别负责机舱下部和上部的定位,并在线体端部设置pallet库,在各工位设置抓手放置库,不同车型的pallet和抓手都由机器人抓取切换,该系统可实现4平台6车型65辆/h产能的柔性共线。
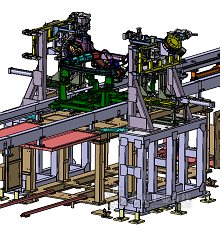
图6 某机舱轮罩焊接工位夹具
(2)模块化切换方案在总拼工位的应用
车身总成工位是模块化技术应用最多的工位,围绕车身总成工位夹具的模块化,各大汽车厂和焊装线体集成商开发出了各具特色的产品。
总拼工位对车身的定位可分为下车身定位和上车身定位。pallet是下车身定位机构模块化应用的典型代表,下车身由前一工位随pallet被输送到总拼工位,docking机构直接对pallet定位,不同的车型既可以通过pallet内夹紧单元的切换实现,也可通过整体切换pallet实现。上车身夹紧模块根据不同的分块方式可以分为左右侧GATE式、内置一体式、左右侧机器人抓手式和前后段GEO抓手或GEO吊具式。
左右侧围GATE式是应用最广泛的一种模块化总拼定位技术,目前在欧美系和自主品牌的汽车厂家使用广泛。其夹紧模块为可切换的GATE,docking模块一般有框架式、立柱式和底部锁紧三种形式,使用框架式docking的总拼夹具刚性最好;使用底部锁紧式docking的总拼夹具接近性最好,但由于仅仅锁紧GATE的底部,上部尺寸精度难以控制,为此使用该方案的系统常在GATE上部增加连接机构以保证系统精度,如增加顶盖横梁GEO抓手或通过左右GATE自身的机构连接起来。GATE的存放库形式多种多样,有地面单个GATE存放、转台存放、滚筒存放和空中成对存放等多种形式,地面单个存放的形式占地面积大,但可扩展性好,一次投入较小,适合边生产边建设;转台/滚筒存放的方式占地面积小,但初期投入相对较大。对应GATE库的形式,GATE的切换系统模块形式也多种多样,GATE库放于地面的输送系统主要解决XY两个方向的搬运,GATE库放于空中的输送系统主要解决XYZ三个方向的搬运。图7为中汽工程公司GATE+框架式docking+XY向切换系统+GATE库的典型代表。
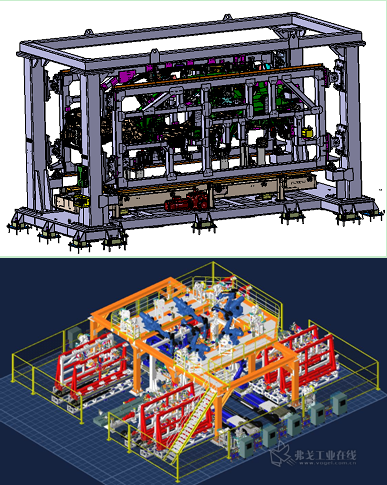
图7 中汽工程框架锁紧GATE的柔性总拼
内置式总拼夹具是丰田全球标准生产系统的核心单元之一,夹具从车身总成上部落入车身内,并由立于地面的4个立柱构成的docking系统对其进行定位,夹紧单元从车身内部对车身进行定位夹紧,焊接完成后由输送模块将夹具吊起,夹具库放置于空中。该方案占地面积也小,焊接接近性好,既适用于人工焊+自动焊的焊接方式,也适用于高密度的机器人焊接,但由于该系统的夹具须从车身内部夹紧,若在产品设计主定位点时未考虑这一点则不能使用该方案。
左右侧机器人抓手式的总拼夹具系统如图8所示,由GEO抓手、抓手docking、搬运机器人和抓手放置台构成,随着机器人负载能力的增强,抓手可以做得更大,这种方案的适用范围也从原来的中小型扩展到中大型的车身总拼。该系统的docking系统与GATE方式一样也分为立柱式和框架式,切换功能由机器人实现。
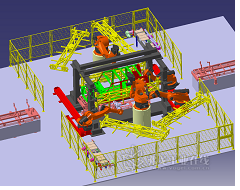
图8 机器人抓手总拼方案
将上车身定位夹具分为前后两段的解决方案如图9所示,前后定位模块由机器人或葫芦搬运至docking上并进行定位,该系统相对于前三种系统刚性略差,但灵活性更高,如两厢、三厢车型可共用前段定位模块,仅需切换后部定位模块即可,既减少了占地面积,也降低了设备成本。
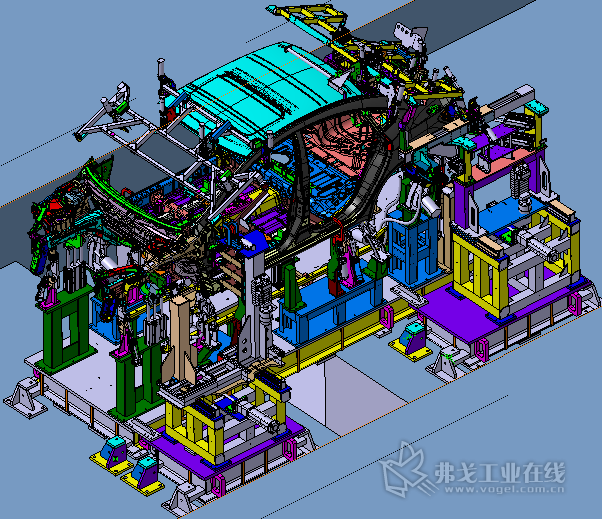
图9 分段式GEO抓手(吊具)总拼方案
3.转台/滚筒式切换方案
该方案是将夹具固定于转台或滚筒上,通过转台或滚筒的旋转实现多车型的切换,既可用于小分总成,也可用于车身总成工位,技术难度较小,由于其焊接接近性较差,因此多用于机器人焊接工位。图10、图11为典型的转台和滚筒方案。
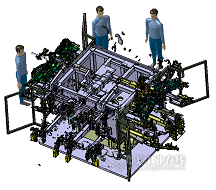
图10 转台夹具
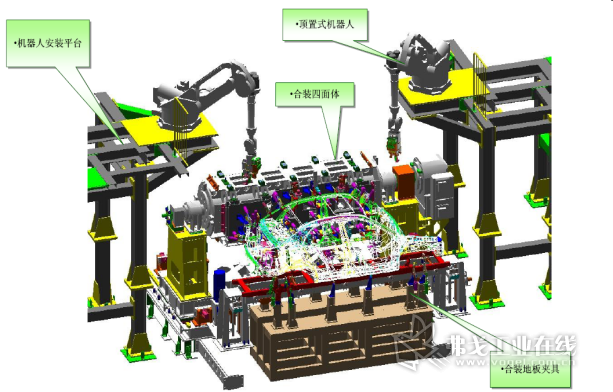
图11 四面体滚筒总拼夹具
结语
焊装生产线实现柔性的方案多种多样,其中以模块化的切换方案柔性最好,形式最多样化,应用范围也最广。各汽车生产企业应在复杂的切换技术中选择适合企业实际情况的柔性化方案,并形成标准化,这对降低生产成本、提高企业竞争力有重大意义。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖