保险杠加强板冲压成形分析及产品优化
在车身设计阶段,对冲压件进行计算机上进行成型模拟仿真,并根据仿真结果,分析产品的冲压工艺可行性,对产品提出优化建议。有限元仿真分析软件目前在解决产品冲压开裂、起皱等问题上应用广泛,本文介绍了有限元仿真分析软件在陕汽重卡X3000车型保险杠加强板冲压成型分析及产品优化上的应用。
产品分析及模型建立
陕汽重卡X3000保险杠加强板(如图1所示)材料为DC04,板厚为1.5mm,该零件右件与左件结构对称,生产工艺为冲压成形,大批量生产。由于制件左右件对称,为提高设备效率,降低模具成本,选择左、右件同时冲压的工艺方案,冲压工艺流程为:拉深→修边冲孔→翻边整形→翻边冲孔切断。
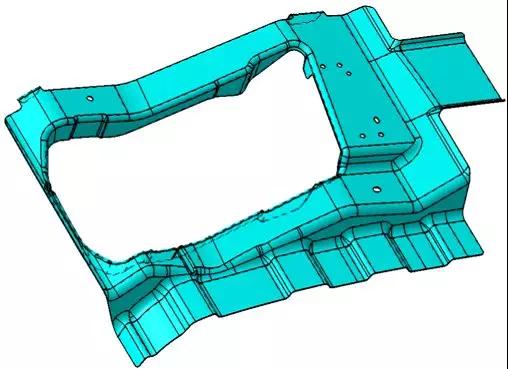
图1 陕汽重卡X3000保险杠加强板
由于处在车身产品开发的方案研究阶段,所建立拉延的工艺补充面仅是为了分析产品的成形性。为减少建模的工作量,工艺补充面可以做得简单些,可将产品的翻边展开,然后将所有孔都填补上,压料面设计为平面,进而建立拉延侧壁,最终完成工艺补充面(如图2所示)。因拉延开始时压边圈要略高于拉延型面,因此压边圈行程一般设置为75mm。
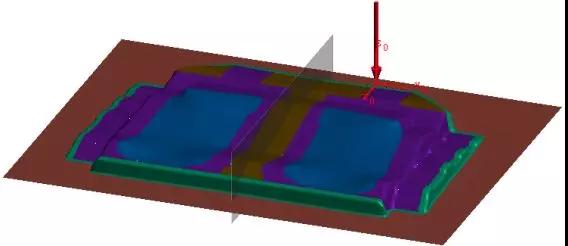
图2 拉延工艺补充
拉延成形模拟分析
拉延模拟分析结果如图3所示。对灯口处翻边进行分析,共3处角部翻边开裂(见图4)。
图4中1处的翻边开裂,分析原因是由于所处形面变化急剧,属于拉延型翻边,翻边时开裂处产生拉伸应变,局部应变超过成形极限造成开裂。由于形面受大灯限制,不能改变,只有翻边高度可以调整。所以产品修改建议为降低开裂处的翻边高度。降低翻边高度后,开裂明显改善。
图4中2、3处的翻边开裂,分析原因由于是内圆角翻边,属于拉延型翻边,在开裂处产生拉伸应变,局部应变超过成形极限造成开裂。由于圆角半径受大灯限制,不能改变,只有翻边高度可以调整。所以产品修改建议为在圆角处开豁口,降低开裂处的翻边高度。降低翻边高度后,开裂问题得到解决。
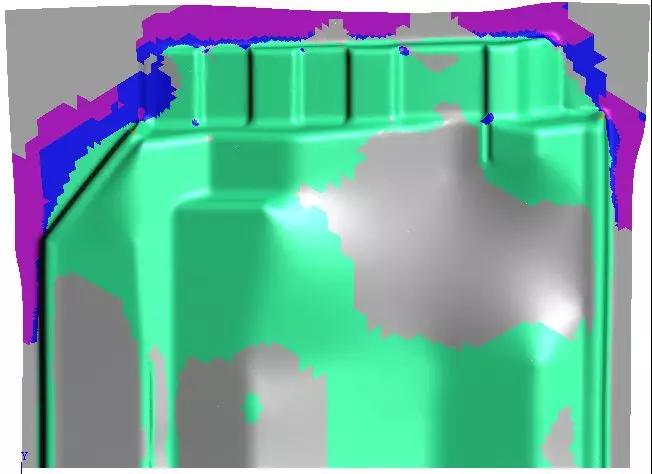
图3 拉延模拟分析结果
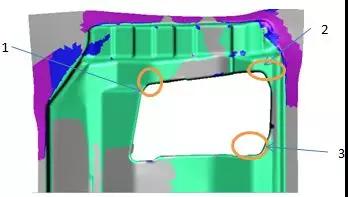
图4 翻边模拟分析结果
拉延型翻边分析
压缩/拉延型翻边存在于所有非直线的翻边处。拉延型翻边是指在毛坯或零件的曲面部分,沿其边缘向相反的方向翻起,形成与此曲面垂直竖边的冲压成形方法。
拉延型曲面翻边成形的变形区的应力应变状态和圆孔翻边的情况相似,两者的主要区别在于拉延型曲面翻边时(非圆内凹曲线),竖边底部各处的应力、应变分布不均匀,凸缘上变形区内的金属材料受拉应力,切向产生拉伸变形,导致厚度变薄。在曲率半径不变的前提下,翻边后竖边高度低的部位其切向拉应力和拉应变较小,竖边高度高的部位,其切向拉应力和拉应变较大。这一变形规律可以用来定性地指导翻边高度的设计,使翻边高度与材料的变形程度一致。
拉延型翻边的最大高度还与材料的延伸率和硬化指数有关。一般在产品设计时翻边高度不要超过翻边线圆角1/3,否则会有开裂风险,如果翻边线属于如下3种情况,则需要用成形分析软件分析其可成形性。
(1)翻边线位于起伏面上;
(2)拉延型翻边的最大高度大于翻边线圆角1/3;
(3)翻边角度小于80°或大于100°。
结语
在产品开发阶段,通过有限元软件进行冲压成形模拟分析,可以在早期发现产品缺欠,及时优化产品结构,缩短工装调试周期,降低工装开发成本。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论