缸体知识小百科
缸体又称为发动机机体,它是发动机的“骨架”,是发动机上各机构和系统的装配基础,其内、外安装了发动机所有的主要零部件及附件,承受各种载荷。因此,缸体必须有足够的强度和刚度。安装在缸体上的主要零件有缸盖、曲轴、油底壳、活塞连杆总成等,连接在缸体上的主要附件有水泵、油泵、发电机和起动机等。同时缸体也是发动机冷却液和机油的主要通道载体。
缸体知识小百科
缸体的结构和特点
结构:形状复杂、薄壁、箱体类零件
特点:
有足够的强度和刚度
具有良好的密封性
外型为六面体,多孔薄壁零件
冷却可靠
液体流动通畅
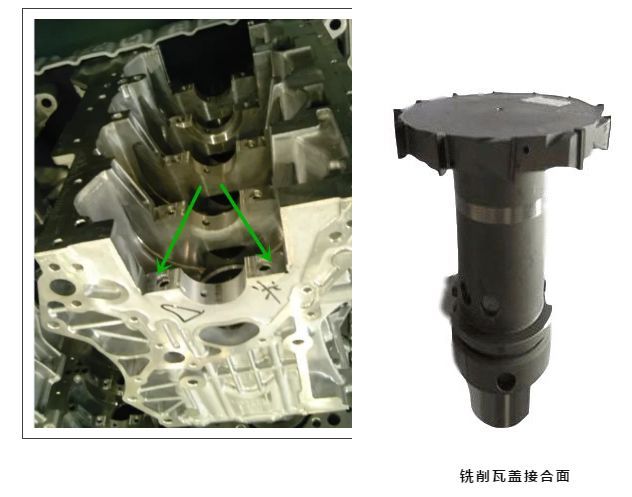
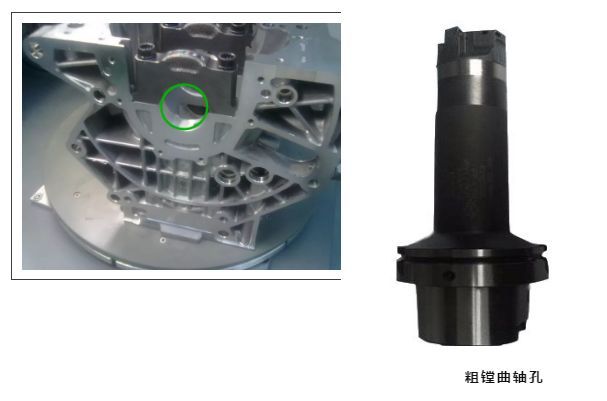
缸体刀具展示(部分)

种类1:铸铁发动机缸体
某汽车厂生产的B12\B12 MCE\B15四缸直列式发动机的缸体材质为HT250铸铁,共用定位面和定位销孔。其加工要点是:
粗加工单元:粗铣表面、粗镗缸孔、加工半精和精加工定位面和定位销孔,粗、精铣止推面。
半精加工单元:钻攻各表面螺纹孔,钻铰燃烧室面定位销孔,精铣轴承盖结合面。
精加工单元:钻攻前后端面螺纹孔,钻铰前后端面定位销孔,精镗曲轴孔、缸孔,精铣顶面。
在实际生产中,该厂采用MAG S211 or S321四轴联动卧式加工中心,其特点是:丝杠重复精度0.005mm;B轴重复精度0.003mm;主轴跳动近端0.003 mm,远端0.015mm。加工中使用 Ingersoll、Walter、Guhring和Mapal的刀具产品。
该产品的具体工艺方案:粗加工→半精加工→中间清洗→中间试漏→拧紧主轴承盖→精加工→珩磨缸孔曲轴孔→最终清洗→最终试漏(手动拧紧油堵,自动压装闷盖)→下线。同时,采取如下措施:质量保证和追溯,CMM、检具定期测量,Q-das数据分析,上、下线打标读码,A/B线标识区分,拧紧、试漏合格标记。
目前,现场使用情况是:设备运行可靠,设备运行率在90%左右;产品质量稳定,FTQ约98%。
种类2:电控发动机缸体
在发动机缸体的加工过程中,要用到镗削、铣削和钻削等方式。与机械式发动机略有不同的是,在机加工方面电控发动机缸体的顶平面粗糙度由Ra3.2 µm改为Rz15 µm;曲轴孔&凸轮轴孔在精镗后增加了珩铰,提高了曲轴孔&凸轮轴孔的圆度、直线度和表面粗糙度。
某发动机制造商采用德国CROSS HULLER自动生产线加工电控发动机的缸体,主要加工内容包括:前后端面定位环孔、半精镗/精镗曲轴孔&凸轮轴孔、精车水泵孔&油泵孔、精铣前后端面以及顶平面、曲轴孔&凸轮轴孔在线测量等内容。
采取的刀具解决方案如下:
半精镗/精镗曲轴孔&凸轮轴孔的镗杆以及精车水泵孔&油泵孔的镗头全部由Mapal公司设计和生产。其中,凸轮轴孔镗杆本身采用中间带滑动轴承结构,在使用过程中可以很好地减少镗杆与中间支撑套之间的摩擦,对于凸轮轴孔圆度和锥度的提高非常有利。
精铣前后端面以及顶平面采用ISCAR公司的5NKL系列帽盖式刀盘,具有重量轻、切削锋利等特点,刀片采用HNCF型号,可以实现12次转位,使用成本低。
孔加工刀具采用Walter公司的涂层扩孔钻和铰刀,耐磨性非常好,孔径稳定。
自发动机缸体投产以来,该生产线运行良好,产品的加工尺寸稳定性及表面质量都很好。刀具使用寿命也较长,前后端面铣刀寿命可达到1200件/刃左右,顶平面铣刀寿命可以达到400件/刃左右,半精镗/精镗曲轴孔&凸轮轴孔寿命可达到1200件/刃。
种类3:六缸柴油发动机缸体
BF1013/2012四、六缸柴油发动机采用单体喷油泵结构,油泵挺杆孔有安装用键槽孔。BF1013系列采用湿缸套结构,BF2012采用干缸套结构。其加工要点是:
主轴孔尺寸精度H6,表面粗糙度Rz20µm,圆柱度0.01mm,各孔对相邻孔跳动0.02mm,对1、7孔跳动0.04mm。
缸孔尺寸精度H7,表面粗糙度Rz16µm,圆柱度0.01mm,止口深度公差0.03mm,相邻止口位置度0.015 mm。
该发动机缸体的加工工艺流程是:基准加工—缸体顶底面粗铣、半精铣,缸孔主轴半圆孔、油泵孔粗加工,铣瓦挡枪钻油道—清洗—试漏—油孔螺纹孔加工,粗镗挺柱孔和凸轮轴孔,精铣主轴承盖安装面—清洗—安装主轴承盖—三轴孔加工—铣顶面,镗缸孔和油泵孔、挺柱孔—去毛刺—高压清洗—安装附件—试漏—成品检查下线。
在实际生产中,采用CROSS-HUELLER数控机床组成的自动生产线对缸体顶面缸孔、油泵孔和挺柱孔分别进行精加工;平面铣削采用山特维克可乐满的CBN刀具;精镗孔采用MAPAL的单刃镗刀,刀片为硬质合金涂层;缸孔精镗采用自动测量和自动补偿技术;单体泵孔和挺柱孔精镗采用自动测量。
目前,该发动机生产线的工序能力≥1.33。
![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号














获取更多评论