你应该知道的关于车身制造工艺及设计应用

工艺
冲压工艺
a)对于外观及准外观冲压件中无法涂胶密封的裸露边缘,建议进行冲压毛刺管理。这类部位的冲压件毛刺高度,推荐按GB∕T33217-2016冲压件毛刺高度的m级要求(中等要求)执行,且最低要求保证毛刺高度≤0.15mm;
b)冲压外观应平滑,避免打磨痕、锉刀痕迹、砂纸痕,特别在镀锌材料表面,这样会损坏镀锌层结构使板材的防护能力降低;
c)避免由于零件放置时间过长、钣金返修未涂装防锈油以及天气潮湿、漏雨等原因引起零件生锈,钢板开卷后应在规定时间内使用;
d)工序间部件要存放在干净、清洁、通风的储运架上,避免产生划伤、坑包等影响涂装外观质量的弊病;
e)冲压使用的拉延油、工序间防腐用油品等使用前均应通过涂装工艺的确认,避免污染车身涂装环境,对车身涂膜质量产生不良影响。
焊装工艺
a)车身搭接缝隙部位应涂覆点焊密封胶、四门两盖涂覆折边胶可以起到密封防腐蚀的作用,涂覆工艺应符合防腐设计要求;
b)在焊接过程中,外观焊点尽量应用铜板焊接,避免产生焊点扭曲变形、毛刺等表面尖锐特征而形成边缘锈蚀;
c)在焊接过程中,白车身应避免焊缝气孔、氧化皮、焊渣、重度打磨痕、镀锌层损伤等影响涂装质量的缺陷;
d)在白车身装配过程中,应保证所有需要密封部位的结构尺寸,避免影响后续密封操作及密封质量;
e)工艺孔必须在车身涂装前加工完成,避免在涂装车身上进行机械加工增设工艺孔,破坏涂装车身的连续油漆涂层。
涂装工艺
d)焊装用胶及被涂装在车身上涂层、密封胶均需经涂装车间加热固化处理才能获得合适的性能,其固化时间及温度应符合涂装工艺。
总装工艺
a)装配操作过程中,涂膜表面宜采用专用护具遮蔽保护;
b)装配操作过程中,安装孔、螺纹孔周边漆膜不宜被划破;
c)门盖等外观尺寸偏差等应在焊装车间完成调整,避免翼子板、车门、后备箱等与车身连接的总成,在总装工序拆装铰链等部件,造成相关部位密封性破坏导致防腐性能降低;
d)内、外饰件安装后尽量不涉及硬点接触而破坏油漆表面。
车身结构
车身结构设计对表面防护涂层的涂覆有较大影响。除某些因强度等原因而无法设计工艺孔的部位外,涂装工艺孔的布置应满足钣金零件涂覆的要求。涂装工艺孔数量取决于车身结构、涂装材料性能及涂覆工艺。
1)用于涂装材料进、出的工艺结构;防止或减少水分进入、用于水分排出、减小环境湿度和污染的结构;
2)搭接、间隙、缝隙部位的密封结构。

电泳
Part One
一、开孔膜厚目标
1、车身结构需设计不同目的工艺孔,如,泳透力用孔、涂料流通用孔、排气孔、排液孔;工艺孔设计应实现以下目标:侧围外板的内表面等类似区域建议完全被电泳;车身腰线以下区域不宜有未电泳的部位存在;
2、涂装电泳涂料是为了保持防腐性,为此,有防腐要求区域的电泳涂层应保证一定的厚度;某一区域的耐腐蚀性能是车身材料、涂膜性能、结构密封等因素共同作用的结果,故,电泳涂层厚度受制造车身使用的金属材料、涂料以及某一区域的结构等因素影响而存在差异。当前,我国汽车行业内通常将车身内腔的电泳膜厚控制在10μm左右。
二、因车身强度、外观要求而不能开孔的区域,为保证防腐性能,建议相关区域材料设计使用镀锌板、涂布密封胶或事先涂覆防锈涂料;
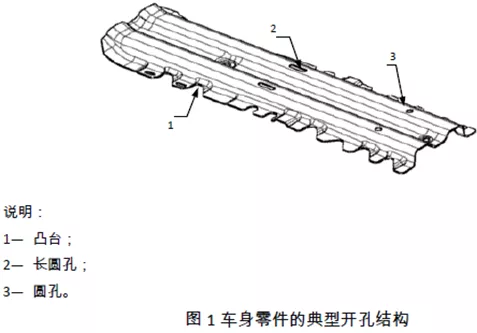
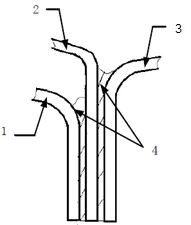
三、开孔型式无固定要求,依据白车身具体结构,可采用凸台、长圆形及圆形等开孔型式,参见图1;
四、电泳涂装部位必须保证该结构的排气性,避免气体附着无法涂装;
五、电泳涂装部位必须保证该结构的排液性,避免液体积滞导致烘干不良;
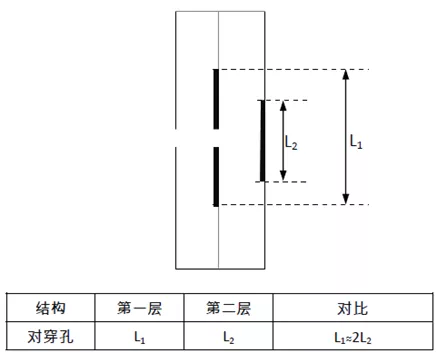
六、电泳工艺的设定数量应满足腔体区域的电泳涂装需求,典型部位开孔见下表。

Part Two
车身结构的电泳性设计因素包括:开孔直径、板间距、开孔间距、孔位布置,以下提供各因素对电泳涂装的影响。
1、开孔直径与电泳涂装

通常情况下,开孔直径越大,内腔电泳涂装效果越好。
2、板间距与电泳涂装
 通常情况下,板间距越大,内腔电泳涂装效果越好。
通常情况下,板间距越大,内腔电泳涂装效果越好。
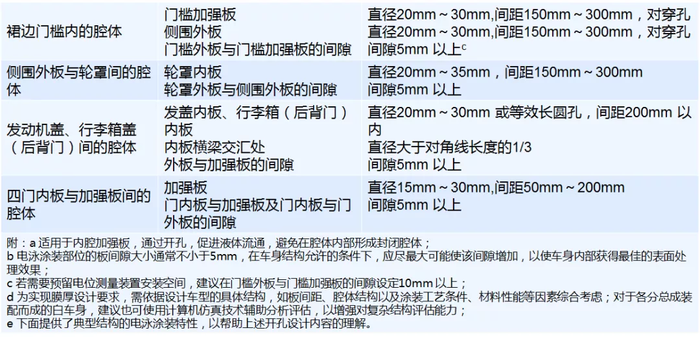
3、开孔间距与电泳涂装
通常情况下,开孔间距越大,内腔电泳效果变差,两孔中间区域的电泳膜厚会降低甚至没有,因此,宜设计适当的开孔间距以满足设计需求。
注:试验条件,对穿孔结构,板间距5mm,开孔直径10mm。
4、孔位布置与电泳涂装

说明:L1、L2、L1'、L2'表示涂膜覆盖直径;
经比较,对穿孔电泳涂装效果显著优于错位孔,因此,宜优先采用对穿孔设计。
注:试验条件,对穿孔结构,板间距5mm,开孔直径30mm;错位孔结构,板间距5mm,开孔直径30mm,两错位孔圆心距50mm。
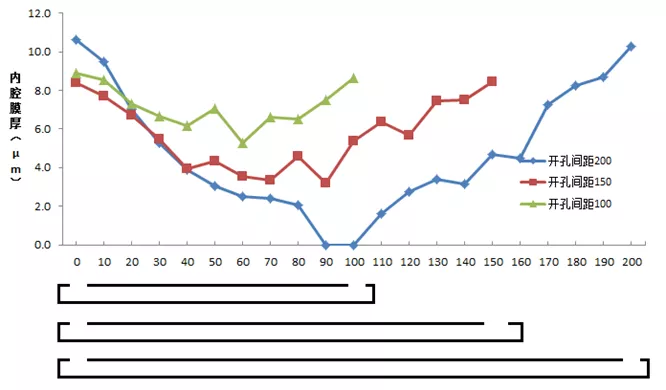
5、多层板结构
说明:L1、L2 表示涂膜覆盖直径;
与第一层相比,第二层电泳涂装效果衰减约50%,因此,多层板结构的开孔间距应以第二层电泳效果为基础进行设计。
注:试验条件,对穿孔结构,板间距5mm,开孔直径10mm。
Part Three
一、排液
1、设定排液孔数量应足够以保证电泳液的流动及排出,防止液体积滞;
2、排液孔应既能在“制造”状态下排液,也能在“整车”使用状态下排液;
3、排液孔应尽量设置在最低点;
4、开孔、凸台、钣金偏置结构等型式均可用于排液设计;
5、在金属表面处理时,为避免兜液、窜液,排液孔应被设计为在规定时间内完全排出液体;
6、整车状态的排液孔不应被密封胶等干涉或堵塞,以避免阻碍排水。
二、排气
1、避免气体滞留,金属基材表面被空气隔绝,影响金属表面处理;
2、在空气滞留的区域(车身入槽倾角最高点)设定排气孔或排气槽筋;
3、在腔体结构的两端设定排气孔,以避免在入槽、出槽时在内腔滞留气体;
4、开孔、凸台结构、钣金偏置结构等型式均可用于排气设计。

密封
Part one
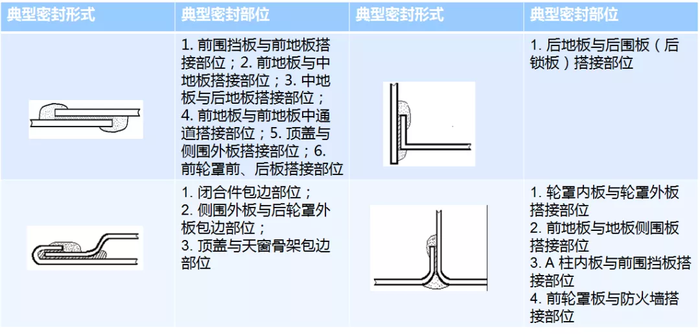
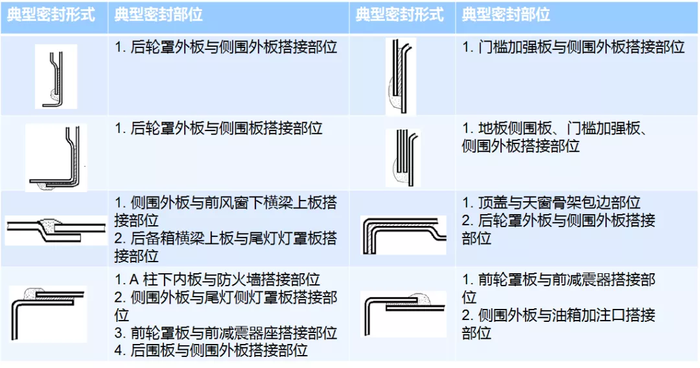
一、车身常见密封形式与典型部位
二、闭合件密封
1、闭合件包边间隙内应使用折边胶密封,包边边缘应使用焊缝密封胶密封。
2、包边结构应保证折边胶和焊缝密封胶密封空间,包边形式一般分为直包边和水滴包边,包边相关尺寸设计示例,如图所示:
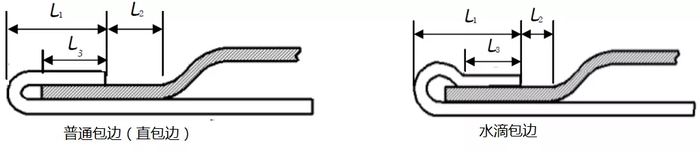
说明:
1— L1 为外板翻边长度;2— L2 为包边边缘至内板圆角距离;3— L3 为内外板重合宽度。
包边尺寸说明:包边尺寸外板翻边尺寸L1 为8~10,水滴包边L1 可适当增大;内外板的重合面宽度L3 宜大于5,重合宽度过小不利于折边胶对包边内部的密封;包边边缘至内板圆角距离L2 宜大于5,以保证焊缝密封胶涂装可行性,但此距离不应过大,推荐L2 在5~8,否则影响电泳性能。
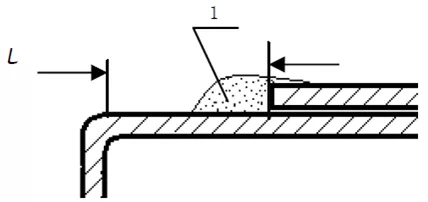
3、闭合件包边部位的涂胶形式见下表,包边拐角部位与一般部位略有不同, 如图所示:
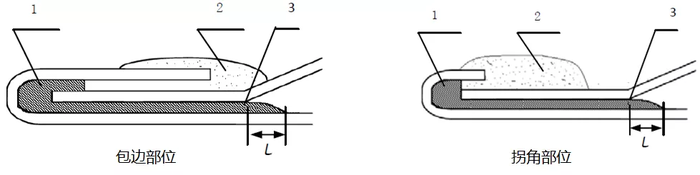
说明:
1— 折边胶;2— 焊缝密封胶;3— 内板包合尾部 R 角。
涂覆的折边胶宜溢出内板包合尾部R 角外,L>2。
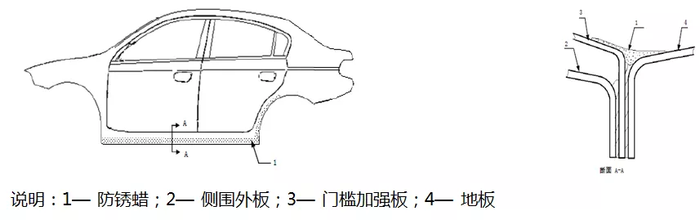
4、闭合件内腔搭接缝隙建议涂覆防锈蜡,如图所示:
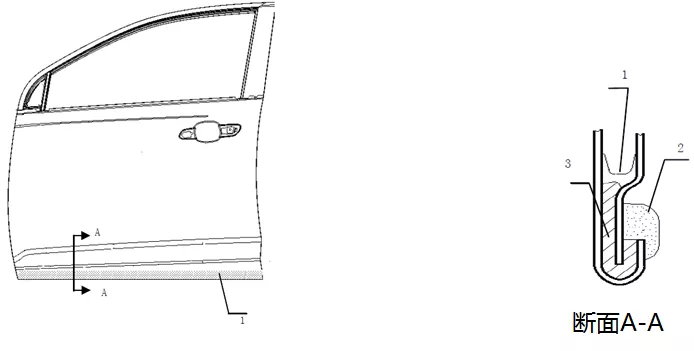
说明:
1— 防锈蜡;2— 焊缝密封胶;3— 点焊密封胶。
图中断面示例为前门,其余车门及发动机罩内腔防锈蜡涂覆形式参照此断面;一般情况下,行李箱盖被定义为干区,内部不涂覆防锈蜡,如经验证行李箱盖内部存在腐蚀风险时,可考虑涂覆。
5、铰链与车身搭接的接缝部位,建议涂覆焊缝密封胶;铰链与车身搭接的搭接面建议涂覆点焊密封胶或防腐蜡;
6、闭合件外露工艺孔建议使用堵盖或胶贴密封。
三、车身密封
1、焊缝密封胶
a)为涂装焊缝密封胶,需控制白车身的钣金搭接间隙尺寸,通常不宜大于 3mm,原则上各大总成或钣金搭接处焊缝越小越好,依据该部位的涂覆工艺、质量要求,对钣金搭接间隙适当缩小,如尾灯尖角、曲面搭接部位;
b)为涂装焊缝密封胶,多个钣金叠加结构宜采用按次序搭接,且钢板边缘逐层外露;
c)为涂装焊缝密封胶,钣金接缝方向应朝向操作者,避免钣金接缝被遮挡不可视,或涂胶工具无法进入 ;
d)为涂装焊缝密封胶,宜避免遮挡密封接缝的支架、支柱、加强板的设计,否则会产生焊缝密封胶不能涂覆,而无法密封的间隙结构;
e)为涂装焊缝密封胶,不宜有开放的连接或无结构支撑的拐角,如图所示:

f)为涂装焊缝密封胶,法兰点焊部位涂胶结构设计,如图所示

说明:
1— 焊缝密封胶;点焊法兰涂胶结构通常采用错边设计,错边通常3~5,为保证焊缝密封胶的涂覆该尺寸L应至少3。
g)为涂装焊缝密封胶,钣金接缝朝向车底的点焊法兰部位宜设计为“J”或“L”型法兰、避免开放的连接形式、法兰应无冲压缺口;
h)为涂装焊缝密封胶,外角重叠搭接部位需提供平面结构,如图所示
说明:
1-焊缝密封胶
外角重叠搭接缝隙部位的平面通常3~5,为保证焊缝密封胶的涂覆,该尺寸L应至少3。
i)为涂装焊缝密封胶,车身与密封、粘接系统应预留钣金偏置。
2、点焊密封胶
a)侧围外板与行李箱流水槽接缝,宜涂覆点焊密封胶与焊缝密封胶联合应用;
b)裙边较低区域的搭接缝隙,宜涂覆点焊密封胶与焊缝密封胶联合应用;
c)顶盖至侧围框架的粘接和密封,宜涂覆点焊密封胶与焊缝密封胶联合应用;
d)对进入涂装车间时已被加强板或支柱遮盖或在涂装车间无法涂覆的接缝,宜在焊装车间涂覆点焊密封胶;
e)钣金接缝朝向车底外部的区域,建议在全部匹配面上涂覆点焊密封胶,如图所示
说明:
1— 侧围外板;2— 门槛加强板;3— 地板侧围板;4— 点焊密封胶。
f)焊装车身的装配方向应使点焊密封胶垂直于表面接触,以达到挤压的作用,应避免滑动接触而导致密封胶从接缝部位被擦掉;
g)为保证焊接密封性能的可靠性,在焊接的两个表面上应提供足够的焊接空间;
3、抗石击涂料(PVC)
为减少车身的石击损害,在需要防护的区域,喷涂抗石击涂料(PVC)等防护材料是比较常用的防护方式。通过合理规划防护区域,针对性地涂覆防护材料以实现较好的防护效果,常见的车身石击防护区域划分示意,如图所示
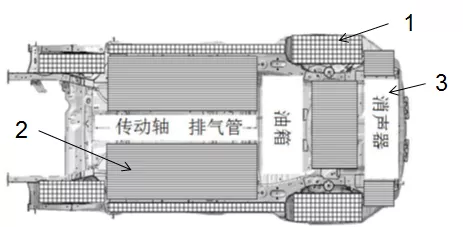
说明:
1— 重点保护区域;2— 常规保护区域;3— 无保护区域
4、涂覆区域内具备功能的安装支架、螺柱、螺纹孔,事先应被遮蔽;当在上述涂覆区域安装车底护板、护轮板等防护部件时,宜对抗石击涂料(PVC)的涂覆范围及涂覆厚度等工艺要求进行必要的调整;对于具体车型的涂覆范围,根据车型要求和密封、降噪、动态腐蚀测试等实验后最终确定。
5、堵盖
车身涂装完成后,为使车体内与车外环境隔绝,下车身外部介质可能进入车内的开孔应被封闭;车底板的焊装定位孔、排液工艺孔在涂装车间宜安装热熔堵盖封闭,下车身外部连通裙边空腔的开孔宜使用堵盖封闭;
6、防锈蜡
下车身内腔的搭接缝隙区域建议涂覆防腐蜡,常见涂覆部位如下:由于下雨或空气潮湿时会产生毛细作用而容易积水生锈的接缝和漆膜较薄的部位,包括前翼子板支承板、后轮罩内腔、后翼子板内腔、部分板材焊缝和部分螺钉装配孔等;易因温差产生凝露积水的部位,包括前纵梁空腔、前底板空腔、底板空腔、后纵梁空腔和门槛内腔区域,车身侧围内腔涂覆示例如图所示。














![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖