电源融合型机器人——TAWERS

图1 TAWERS的外观
松下推出的融合型弧焊专用机器人TAWERS,通过“融合”特性,实现了高速、高品质和低飞溅的焊接,在汽车制造领域内,具有不可忽视的竞争实力。
目前中国汽车制造业正在飞快发展,厂家为提高生产能力,不断将手工作业向机器人化推进,同时,为了拉开和其他公司的差距而进行的投资十分活跃。汽车在不断追求安全、快适、节能的前提下,对焊接位置的要求越来越高,焊接品质的可靠性也越来越重要,机器人焊接也在不断追寻高品质化、高效化之路。
松下公司在不断追求完美焊接的前提下,不断推陈出新,从最初的机器人和手工焊接电源通过模拟指令,以“连接”方式构建的焊接机器人系统,到行业内首先推出机器人和焊接电源之间通过串行接口通信,以“结合”方式构建的焊接机器人系统,最近又推出了打破焊接电源和机器人界限的融合型弧焊专用机器人TAWERS。TAWERS的“融合”特性为其带来了卓越性能,在追求高速、高品质焊接的行业领域内得到了很高的评价。下面就以汽车行业为主,介绍一下TAWERS及其相关应用案例。
TAWERS的基本构成
TAWERS的外观如图1所示。机器人本体部分采用高速、高刚性的TA系列本体;控制装置和普通电源分离型不同,在机器人控制器下部内置了焊接电源单元,进行波形控制的“大脑”安装在上面的机器人控制器中。从机器人角度来看,该电源单元相当于外部轴伺服放大器,操作和送丝机放大器、关节轴、外部轴的操作相同。
在电源单元中搭载了该级别的世界上速度最快的100kHz超高速逆变单元,即便在脉冲模式下,它的功率也能达到350A、60%的负载率,而电源单元的尺寸却比以往的全数字电源缩小了1/3。另外,电源单元位置首次采用了防尘结构,大大提高了环境适应性及可靠性。
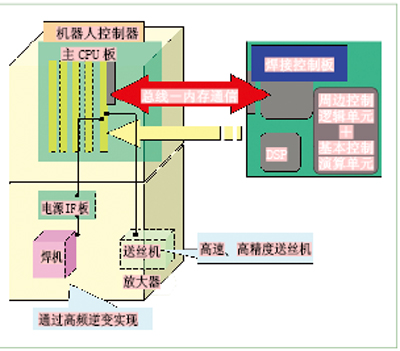
图2 硬件配置
TAWERS控制部分的硬件构成如图2所示:焊接控制板对焊接波形进行实际控制,由机器人的主CPU板通过总线直接控制。该焊接控制板上装载有数字信号处理器(Digital Signal Processor,简称DSP),用软件来控制焊接波形。各个CPU之间总线相连,直接访问内存进行通信,如果现行的全数字电源和机器人之间通信速度为1的话,则该速度将达到250,也就是说,相同数据量情况下,它的通信速度能快250倍,或者相同时间内能够传送250倍量的数据,从而,其具有了各种全数字焊机所不具备的优点。
TAWERS的主要特征
TAWERS是电源融合型机器人,机器人直接控制焊接波形,实现“全软件控制”。从而带来了非常的优良的焊接性能。
1. 新型短路波形控制SP-MAG
SP-MAG是基于在较低电流域实现高速、低飞溅焊接理想上开发出来的波形控制方法。图3所示为SP-MAG焊接法的原理。“SP-MAG”是指短路结束后焊接电流迅速重叠(图中阴影部分)。使用该重叠的电流提高焊丝头部的熔融速度,再次引弧后能量重叠,使得焊丝头部形成熔滴。焊丝头部提前形成充分熔滴后可以顺利过渡到下一个短路,同时也缩短了短路周期。
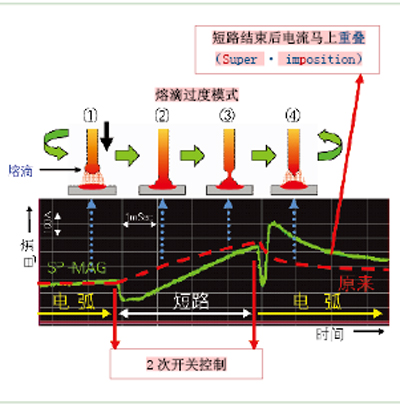
图3 SP-MAG原理
另外,同时进行的还有二次开关控制。该控制是指机器人检测短路的发生和结束,在短路发生和结束的瞬间迅速降低电流,这样就减少了微小短路的发生以及保险丝的崩断效果。
这种新型短路波形控制法SP-MAG具备以下优点:
(1)通过和二次开关控制的抑制飞溅效果相乘,可实现飞溅的极小化;
(2)实现了稳定的短路周期及短周期化,能够创造出适合高速焊接的电弧;
(3)由于可以将电压捆绑使用,容易控制对母材的入热。
由以上优点可看出,SP-MAG是最适合薄板焊接的波形控制法。
2. 新型脉冲控制HD-Pulse
图4是原来的脉冲焊接和“HD-Pulse焊接”电流波形的一个模式对比。
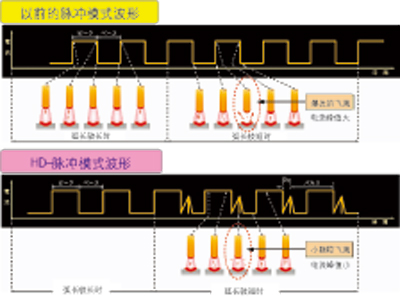
图4 HD-Pulse的电流波形
以往的脉冲焊接,当弧长变短后发生短路的时机就会变得不稳定,因而不仅在波谷期间,在波峰期间也会发生短路。由于在波峰期间电流较大,会产生保险丝崩断效果而引发大颗粒飞溅。“HD-Pulse”是在波峰期间向波谷期间过渡的时机内控制发生短路,同时通过独有的颈部检测计算可以正确检测、计算出短路结束前的“时机”。在该“时机”内再通过二次开关控制,降低短路结束时的电流,从而降低保险丝崩断效果来实现降低飞溅。
这种新型HD-Pulse焊接具备SP-MAG的优点,同时还可以抑制咬边情况的发生。
3. 提升起弧和提升收弧功能
这两种功能是“融合”带来的新功能。提升起弧是指焊丝在带电状态下先低速向母材移动,当接触到母材的一瞬间机器人迅速提起焊枪,在焊丝端部和母材之间形成一个小间隙,从而引弧成功。由于提升起弧功能不靠焊丝尖端和母材接触产生飞溅(保险丝崩断效果)来保证起弧,因而可以大大减少起弧时飞溅的发生,另外对于以往难于起弧的材质,其起弧效果也非常理想。
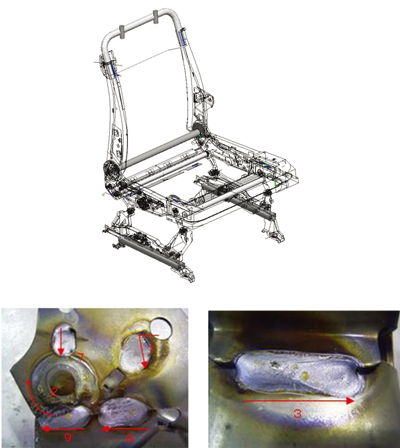
图5 座椅骨架焊接应用案例
提升收弧功能是指焊接结束时的处理功能。它通过机器人提升焊枪可以防止焊丝粘连。焊接输出停止后,机器人迅速提升焊枪,这对缩短节拍非常有效。
4. 自动调整焊丝干伸长功能
利用和电弧传感相类似的高度跟踪,通过焊接电流和电压计算出干伸长,机器人始终保持该干伸长一致的运行动作。由于TAWERS的所有焊接信息都保存在机器人内部,因此无需添加其它硬件设施,只需添加该软件即可实现该功能。
5. 焊接品质管理功能
TAWERS还准备有能够记录监视焊接结果的高级选配软件——焊接品质管理工具。
(1)焊接监视功能
该功能不仅能够监视焊接电流和焊接电压,还能够监视短路频率、脉冲频率、送丝速度以及送丝电机的电流值(送丝阻力)等。
(2)表格显示功能
该功能是指将焊接电流、焊接电压等各种焊接信息在示教器上用波形来显示的功能,可以实现和简易示波器相媲美的波形观测。
(3)焊接记录功能
该功能可以记录焊接相关信息,如日期、时间、程序名和示教点名,另外还有平均电流、平均电压、送丝速度以及脱离设定范围的情况等信息,可以作为生产管理以及品质管理的数据库加以使用。
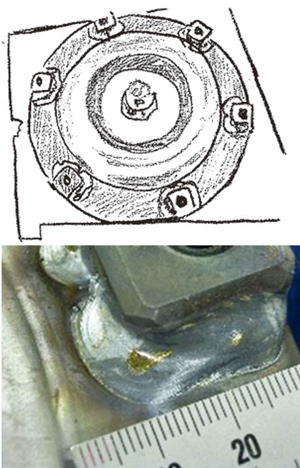
图6 液压变矩器上盖焊接案例
TAWERS在汽车零部件中的应用实例
如果能够灵活使用TAWERS的焊接性能的话,便可适用于多种汽车零部件的焊接。下面介绍一下几个案例。
1. 汽车门框加强板焊接应用案例
管、板相连的裙边部分,焊接时容易发生焊穿,另外用户对飞溅的要求也比较苛刻。对于这部分的焊接,采用SP-MAGⅡ焊接法,可大幅减少飞溅,杜绝焊穿,另外焊接速度也提高到原来的1.5倍。
2. 座椅骨架焊接应用案例
如图5所示,汽车座椅骨架的焊缝短而且多,用户要求起弧性能可靠,且飞溅少的高品质焊接。以前在焊接后道工序需设专人去除飞溅,而使用TAWERS的SP-MAGⅡ后,实现了高速低飞溅焊接。
3. 液压变矩器上盖焊接应用案例
图6是液压变矩器上盖和安装件的焊接案例。由于该件是驱动部分的重要零部件,因此焊接时要求可靠的熔深及低飞溅。对该零件,采用TAWERS的HD-Pulse焊接法,实现了足够的熔深,飞溅很低。
4. 汽车低位手臂焊接应用案例
图7是汽车悬挂装置的低位手臂焊接案例。对悬挂系统部件的焊接要求无咬边、无焊穿、焊接稳定和飞溅较低。采用TAWERS脉冲MAG焊接后,速度可达1m/min,焊缝外观良好,飞溅较低。
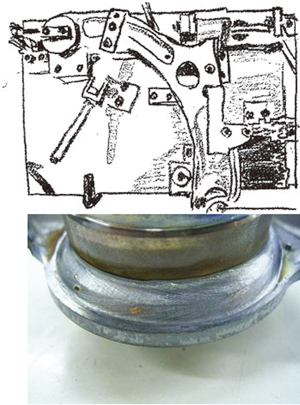
图7 低位手臂焊接案例
TAWERS的扩展
TAWERS不仅具备适用于汽车零部件焊接的各种功能、特长以及新焊接法,此外,通过增加、变更软件,逐步推出各种革命性波形控制法,实现用户需求,成就了不断进化的TAWRES。
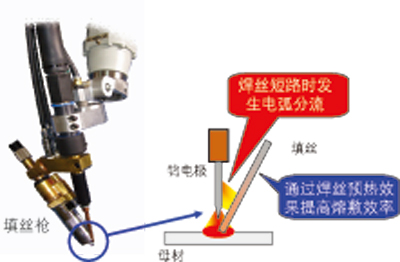
图8 TAWERS-TIG焊枪原理
1. TAWERS-TIG
TAWERS-TIG是在标准TAWERS机器人上配备专用填丝焊枪,再添加新软件,即可实现各种改变以往焊接常识的功能。新开发的TIG填丝焊枪利用电弧分流作用可将焊丝预热,大幅提高熔敷效率,可将焊速提高1倍左右,是一款适合高生产性要求的汽车零部件行业。图8是专用TIG焊枪原理图。
2. TAWERS-MIG
标准TAWERS上配备MIG专用单元及MIG软件即可实现高品位铝MIG焊接,具有以下特点:1.使用3个送丝电机,实现高精度、稳定的送丝。2.采用提升起弧,实现稳定的起弧效果。3.具备低脉冲焊接功能,还可进行摆动同步低脉冲焊接。焊接板厚不一样的工件时控制焊接规范和摆动相同步,既能实现充分熔深,又不至于焊穿,实现漂亮的焊道外观。
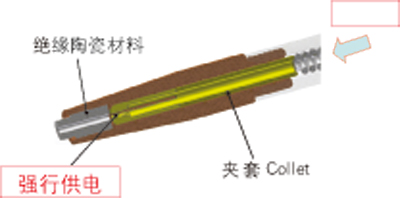
图9 夹套式导电嘴的结构
TAWERS-HEAT工法
“HEAT”是英文“High Efficiency Advanced Tip”的缩写,含义是“高效率革新性导电嘴”。HEAT工法是指在导电嘴尖端加上绝缘陶瓷嘴,再加上新开发的夹套式导电嘴,来人为增加焊丝干伸长,从而提高熔敷效率的功能。
1. HEAT工法的原理
当加长焊丝干伸长后,伸出的焊丝电阻值R增大,通过电流I后,I2R变大。焊丝被加热,其效果是在同等电流情况下提高了熔敷量。如果要求的熔敷量相同的话,可以降低电流值,减少对母材入热,防止产生咬边。在焊接有间隙焊缝或焊接裙边焊缝时效果很好。另外,确保同等焊道宽度时,可以提高焊接速度。该到点嘴具有降低电流、减少能耗的优点。在使用以往的导电嘴时,如果单纯增加焊丝干伸长的话,会引起焊丝指偏,对焊丝供电不稳定,另外还需根据干伸长设定不同的焊接规范。
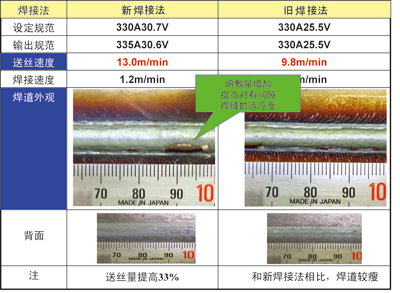
图10 HEAT工法熔敷量对比
因此,Panasonic开发出这种具备新型导电结构的导电嘴(夹套式导电嘴),使得这种工法得以顺利实现。
2. 新开发的夹套式导电嘴
图9是夹套式导电嘴的结构示意图。
夹套式导电嘴由导电嘴本体和插入本体中的用于供电的夹套构成。强行供电结构是指从后部压紧夹套,通过导电嘴端部的斜面使夹套收紧,从而强行供电的结构。
采用该结构,使得供电位置固定在夹套端部,夹套虽然不断磨损,电流变化却极小,另外,夹套将焊丝抱紧,抑制了焊丝的指偏,从而大幅度提高焊接品质。
另外,由于夹套端部一直和焊丝接触,在导电嘴内部就不会产生调电火花,这样就延长了导电嘴的寿命(约延长3~5倍),减少了更换导电嘴的时间,另外也节省了资源。
3.HEAT工法的施工案例
图10是提高熔敷量的施工案例。330A、1.2m/min的焊接条件下,HEAT工法能比原来工法提高约33%的熔敷量。
使用原来工法焊接板厚1.2mm管件相贯线时,由于工件的不稳定性,焊丝指向偏向哪块板,哪块板就会产生焊穿。而使用HEAT-SPMAG工法时,由于提高了焊丝的熔敷量,即便焊丝有一定偏差,但熔融金属在两个管件之间架起“桥梁”,防止了焊穿的发生。
由此可见,SP-MAG的HEAT工法是适用于薄板焊接的优良工法,非常适用于座椅骨架、仪表盘支架的焊接。图11是薄板相贯线的无焊穿、低飞溅稳定焊接案例。
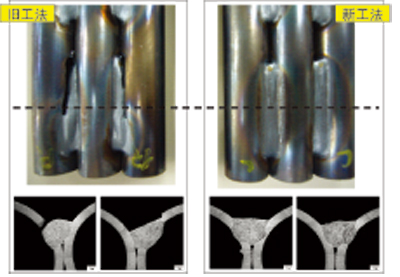
图11 薄板相贯线焊接应用案例
由于HEAT工法能够增加30%~40%的熔敷量,因此可以抑制咬边的发生,并且可以提高焊接速度。再配上高电流域具备优良焊接性能的HD-Pulse的进化版焊接法,特别适用于减震器、车架等较厚板的焊接。图12是HEAT-HD-Pulse工法的对比案例。
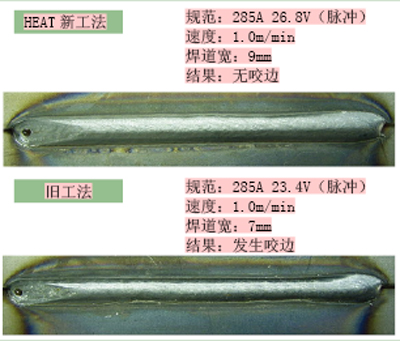
图12 HEAT-HD-Pulse工法对比案例
以上介绍的就是融合型TAWERS机器人的技术。TAWERS在日本上市已经有3年多的时间,以汽车行业为中心,TAWERS正在在全球进行推广,并且根据用户的需求,TAWERS也在不断进化。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖