反变形在夹具上的应用
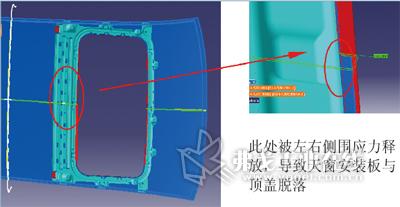
图1 左右侧围应力释放导致天窗安装板与顶盖脱落
技术成本是企业的大成本,技术的创新能够给企业带来很大的效益。本文介绍了反变形在夹具中的应用,阐述技术改进给企业产品质量、生产以及人员管理方面带来的收益,同时,给企业带来了一定的经济效益。
冲压件在成形过程中需要经历弹性变形和塑性变形,尤其是在汽车工业中,由于板材薄,很容易造成板件的变形和反弹等质量问题,导致在制造过程中与设计值出现误差。再加上物流运输过程中出现的挤压变形,生产制造中就会出现一些由此引起的装配质量问题,导致装配不能满足我们的产品工艺要求。这是很多汽车制造企业都发生过的问题。解决这个问题的方法很多,比如开发新的模具或增加整形工序,但是上述两种情况产生的费用比较大而且风险也很高。因此我们逆向思维,通过在夹具上设置反变形来解决影响车身尺寸的问题,达到降本增效的目的。
夹具的主要作用是定位和夹紧,是保证装配件准确的一种生产工装。在初期设计的时候,夹具是完全按照数模中工件的基本形面和定位点进行加工的,零件的形状是完全理想状态,那么,纠正功能在夹具上并没有体现(当然,并不是所有的件都需要纠正)。因此,在出现制造误差的时候我们可以通过一些工装的改进来让产品达到我们需要的制造标准。

图2 根据天窗形面做的工装
在讨论反变形前我们先来定义一下这个词的概念,反变形是指在装配(焊接)过程中会产生变形力,在装配(焊接)之前给予被装配(焊接)件相同大小、方向相反的变形,以抵消或补偿装配(焊接)后发生的变形,使变形达到预期的装配(焊接)尺寸效果。反变形包括弹性变形和塑性变形,它是两者之间的结合体。我们可以通过下面具体的事例来说明反变形在夹具上实践应用。系统地分析反变形在夹具上应用所带来的效果。
反变形应用案例
1.单件整形
我们在生产过程中,曾发现奇瑞V5和车身骨架在焊接时由于左右侧围应力释放导致顶盖横梁以及天窗加强板被拉直的现象,从而造成天窗安装板脱落(见图1),不仅减少了顶盖的加强作用,同时也影响了下道工序的天窗装配。
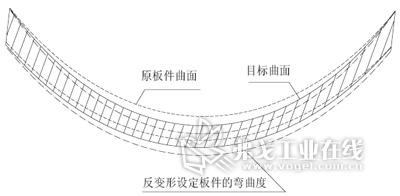
图3 天窗的反变形
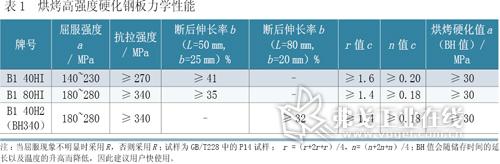
天窗加强板的材料为B140H1烘烤高强度硬化钢板,其力学性能如表1所示。
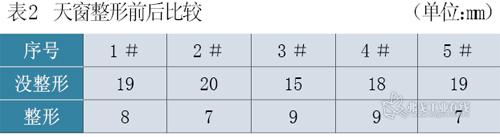
可以看出其抗拉强度大于等于270MPa,这种钢的塑性和冲击韧度优良,焊接后的塑性和冲击韧度也很好。通过对材料的分析,我们根据天窗的形面做一个工装(见图2),对天窗在装配焊接前做一个反变形过程(见图3),使天窗焊接后在应力释放的时候以抵消其拉直的那部分力。这个工装的工作原理就是将板件在受到外力的作用下弧面产生拉伸,经过反变形的这一过程,使天窗板件形成一个塑性变形的过程,将板件的弧度扩大。事实上通过实验证明经过夹具整形的天窗与顶盖装配焊接后的状态明显比没整形的效果好,前后比较见表2。此方法在奇瑞另一款车型“东方之子”的天窗车身上也得到有效的利用,获得很好的收益。
2.总成件整形
在生产过程中我们还会遇到一种制件反弹问题,通过对单件进行整形,效果总不是很理想,这时就必须对总成件进行研究分析,巧妙地在制件加工过程中消除反弹问题。
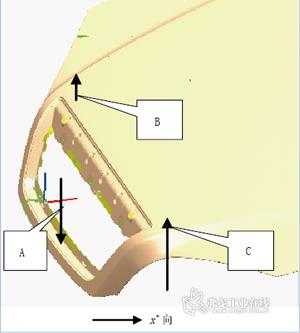
图4 发动机盖总成反变形
在初期产品试制时,我们发现奇瑞东方之子车型发动机盖总成与前照灯总成,以及前保险杠总成配合平度间隙差,原因在于发动机盖总成在前脸部分存在严重的反弹,通过现场检具检测,发现发动机盖内板和外板都存在反弹,反弹量都在8~10mm左右。而发动机盖前脸部分由于自身结构问题,通过对模具调整解决反弹问题非常困难,对此我们考虑采用了反变形法,在焊装发动机盖总成补焊工位实施,如图4所示,由于发动机盖总成A点处反弹,解决措施即为在B、C两处的内板部位增加两个支撑点,在A点处增加两个向下的压块,增加发动机盖总成前脸部分A处x+向的作用力,在夹具夹紧的状态下把前脸部分打上焊点,打开夹具,x+向与x-向的反弹量相抵消,达到设计效果。
原理为:在整形后,零件间会发生相对位移,此时再通过焊点连接,当夹具打开外力消失后,通过焊点焊接该部分形成了内应力,制件反弹无法还原,即达到整形效果。
反变形的应用特点
反变形在夹具上应用主要有四个特点:简单、快捷、经济和可推广性。
1. 简单是指制造简单,我们本身的夹具就具备定位和夹紧,在这样的基础上增加一些机构对我们的产品进行纠正,从而达到反变形的目的;
2. 快捷是指制造的周期比较短,不需要经过很长时间的设计和制作过程,利用反变形夹具,便于处理对于局部制件反弹问题。比如我们在后背门内板的夹具上增加一个压块,压块的高度设计为板件液压机压合的反弹量,防止后盖高出尾灯;
3.“反变形在夹具上的应用”在制造过程中步骤简单,材料很普通,却给企业节省了大量的人力、物力和财力成本。比如我们上面提到的案例,假如制造两套天窗的整形模具至少要30万人民币,而一个整形夹具包括人工费也不到1万元。这仅仅只是在直接经济中体现到的利益,其实简单性,快捷性的特点,直接拉动了生产的效益,降低了返工成本。
4.由于其步骤简单,所以具备一定的推广性。
结语
反变形的运用是质量管理的一个手段,及时解决质量问题保证生产正常运行是企业和谐发展的首要任务。而反变形的运用正好适应企业发展的趋势,能够在最短的时间内解决问题,提高产品的质量,促进了企业生产,同时也降低了整个企业的生产制造成本。所以,技术成本是企业的大成本,技术的革新能够给企业带来更大的效益。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖