全铝轿车车身焊接工艺与设备
随着人们对环保、节能认识的提高,不断在各个领域内探索节能、环保设备、产品和工艺。节能环保汽车自然也成为关注的重要领域,汽车用铝的环保价值越来越受到重视。由于轿车车身大量采用(或全部采用)铝合金使车身总重量减轻,从而降低了汽油的消耗,自然就减少了汽车尾气的排放,减少了对大气的污染。铝合金的工艺性能和钢制的有很大差异,这导致铝车身焊接工艺与钢制车身焊接工艺有较大差别。铝车身工件之间采用的焊接方式主要有弧焊和铆接,下面就不同焊接方式的优势和应用进行分析。

CMT焊接
CMT(Cold Metal Transfer)焊接技术是在MAG/MIG焊短路过渡基础上开发的。普通的短路过渡过程是:焊丝熔化形成熔滴——熔滴同熔池短路——短路桥爆断,短路时伴有大电流和飞溅。CMT过渡方式正好相反,在熔滴短路时数字化电源输出的电流几乎为零,同时焊丝回抽运动帮助熔滴脱落,进入熔池,从根本上消除了飞溅的产生。

1. CMT焊接技术的特点
CMT焊接技术几乎无电流状态下的熔滴过渡,热输入量极小,可不用衬板焊接薄板及超薄板,且变形小;CMT焊电弧更稳定;焊缝均匀、熔深一致,重复精度高;良好的搭桥能力,装配间隙要求低;焊接速度更快;飞溅少,清理工作少。不同的CMT焊接设备如图1、图2所示。
2. CMT焊接技术的应用
郑州某新能源电动汽车建设项目焊装车间采用了CMT焊机焊接全铝车身,保护气体采用CO2与Ar的混合气体,体积比CO2:Ar=1:4。
3. CMT焊接全铝车身存在的问题
CMT焊接技术毕竟还是一种弧焊技术,同样要产生大量的烟尘和有害气体。这些烟尘和有害气体对车间工人会产生有害影响,需采取有效措施将这些影响降到最低。通常有如下措施:
(1)尽量采用机器人焊接,减少人工操作,这要求冲压件质量高,重复精度好。
(2)加强车间通风换气,焊接工位增加局部通风除尘设施。
(3)采用环保焊枪。
以上措施虽然在一定程度上能够改善车间环境,但会增加车间运行成本且有招工困难、工人流失严重等问题(与大客车焊装车间面临同样的问题),所以CMT焊接技术不宜大范围推广使用。
铆接技术
铆接有两种形式:一种是有钉铆接(见图3);一种是无钉铆接。
1. 有钉铆接
产生的热量,形成紧密连接接头,防止部件锈蚀,大大提升了铆接的强度,可用于异种金属或同种金属的连接。
有钉铆接由于需要有送钉机构,可能在一些局部狭小空间的地方接头不能铆接或不易铆接,需要用其他方式形成连接接头。
此外,有钉铆接形成的接头美观性较差。虽然车身焊接接头基本都被外观覆盖件(四门两盖)掩藏了,但是门盖四周(车身总成上安装门盖的四周)的焊点还是可见,这些地方焊点不太适合采用有钉铆接。

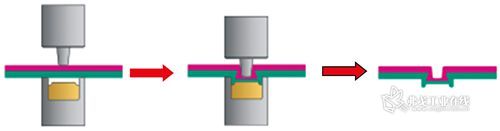
2.无钉铆接
(1)无钉铆接原理
无钉铆接利用冲压塑性成型原理,让连接的材料产生挤压变形,形成铆接接头(见图4)。
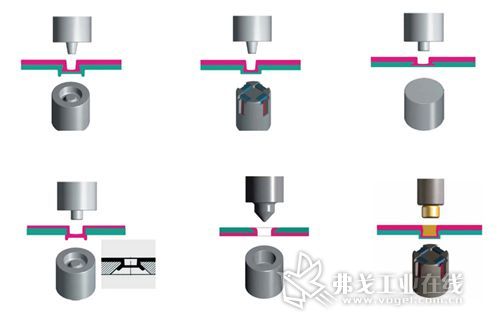
通过改进冲头和铆接模具可以实现不同的铆接接头形式(见图5)。
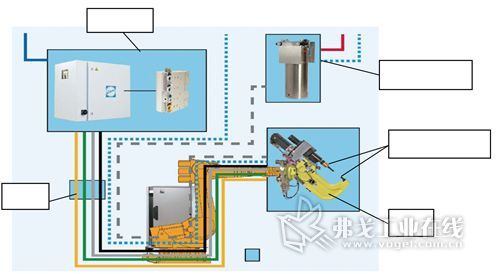
(2)无钉铆接系统
无钉铆接系统由铆钳、铆接模具(或刀具)、微型喷射装置、控制柜和线缆等系统构成(见图6)。
铆钳是无钉铆接系统的受力部分,主要由铆钳骨架、驱动装置、刀架、安装盘和浮动装置等部分组成。目前,车身焊装车间用的无钉铆枪主要有机器人铆枪和固定铆枪两种,一般采用液压驱动(见图7、图8)。
铆接模具(或刀具)是安装在铆钳上的,由模具和冲头组成。模具与冲头工作过程:金属板材组合放置在离冲头工作端面0~6 mm距离(一般1~2 mm),然后模具端开始向冲头端运动直到接触到金属板材,当模具端接触到板材后,在浮动模块的带动下铆枪向上运动,从而模具端与冲头闭合完成铆接。
根据铆接接头形状需要,模具和冲头是可以设计成不同形状且模具和冲头是一一对应的。图9是某型号模具的工作端和安装端照片,从图9可以看出,模具的安装端和焊装车间常用的电阻点焊电极的安装端类似。
冲头的工作端面一般高于刀架上端面2 mm,且工作端面不是完全平整的,有一定凹凸度。同种类型但不同型号冲头的区别在于:冲头工作面平整度不同。

(3)应用案例
图10、图11为无钉铆接的应用实例。

结语
随着各汽车开发、设计、生产部门的不断探索、创新和实践,全铝车身的生产工艺和流程将会得到进一步提高和完善,全铝乘用车车身有可能在不久的将来会取代或部分取代钢制乘用车车身。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖