为“中国神车”续写传奇!
——访上汽通用五菱股份有限公司重庆分公司发动机工厂总监 刘立波先生

上汽通用五菱股份有限公司重庆分公司发动机工厂总监刘立波先生
AI:上汽通用五菱股份有限公司重庆分公司发动机工厂(以下简称为“SGMW重庆发动机工厂”)第100万台发动机已于2019年2月18日正式下线,从0到100万,必定是一段非常难忘的经历,能否分享一下这个过程当中的一些重要节点?目前的产品系列及产能情况又如何呢?
刘立波先生:如业内所知,SGMW连续13年在国内汽车销量排名第一,基于市场需求,我们不断扩大生产规模,目前已拥有柳州河西基地和宝骏基地、青岛基地、重庆基地以及印尼基地等五大生产基地,整车产能243万辆,发动机产能234万台。
从重庆基地的发动机工厂规划初期开始,我就参与了整个项目的建设,一直到现在,因此也有幸见证了整个过程,并为我们的团队感到无比自豪。
SGMW重庆发动机工厂的发展非常迅速,我们团队在保证质量和安全的前提下,不断挑战自我、挑战工程极限,使得建设周期和量产周期都大幅缩短,比如:筹建阶段,2013年9月长周期设备开标,2014年10月第一台ME设备就进厂了;产能方面,2015年5月一期项目提前半年量产,2017年5月第50万台下线,2019年2月18日第100万台下线,实现了“量”的跨越;质量方面,除了持续推进GMS全球制造体系建设,2016年9月通过了BIQ3的认证,2017年11月又顺利通过了BIQ4的认证,实现了“质”的飞越。
我们的发动机工厂规划产能35万台/年,拥有柔性化的缸体线、缸盖线、曲轴线和装配线,生产节拍67 JPH,目前主要生产通用汽车技术输入的B系列发动机和SGMW自主开发的N系列发动机,包括自然吸气的1.2 L和1.5 L发动机、涡轮增压的1.0T和1.5T发动机等系列,作为“中国神车”之“芯”,满足五菱品牌系列车型的装车需求。
AI:目前,随着车型更新换代速度的加快,发动机制造的柔性化已是必然需求,那么在贵工厂的生产线上,最大化的柔性是如何体现的?
刘立波先生:我们工厂目前可以说是SGMW体系里柔性最高的工厂,可兼容SGMW全系发动机产品的机加工和装配生产,排量1.0 L~1.5 L,包括自然吸气和涡轮增压发动机。
当然,实现今天这一结果的过程并不容易,因为实际上,2015年刚投产时,我们仅能生产1.0 L和1.2 L两个型号的小排量发动机,但也就是之后的那两三年,市场需求发生了很大的变化,1.0L发动机的需求逐步减少,而1.5 L发动机的需求激增,但我们工厂当时还不具备这个产品的兼容生产能力,重庆基地所需的1.5 L发动机只能从其他基地运过来。于是在2017年,我们花了很大力气进行1.5 L发动机项目的柔性化改造,并于2018年3月投产,实现了15 L自然吸气发动机和涡轮增压发动机的共线生产。在团队成员的攻坚努力之下,这个项目比计划提前了6个月实现了量产,满足市场需求的同时,为公司节省运输成本2 000多万元。在此基础之上,2019年,我们又进一步改造,实现了国6标准1.5 L发动机发动机的共线生产。这个过程可以说是一步一个坚实的脚印,过程艰苦,成果显著!
具体到工艺设备方面,我们在规划初期就考虑了柔性:机加线全部采用CNC和专机,具备柔性化加工能力,并为潜在项目预留了空间,同时还采用了变距油缸、A/B轴混用及机器人清洗机等柔性化技术;装配线采用了柔性托盘、工业机器人和协作机器人(见图1),并大量采用了伺服电动机结构的设计,为未来产品扩容打好了良好的基础。
总之,通过DFM(设计面向制造)的成功实施,我们已经为全系产品共线生产打下了良好的基础,工艺设备和生产线的规划完全实现了当前和未来产品的共线生产。

图1 协作机器人
AI:在增效降本方面,贵工厂开展了哪些卓有成效的工作?
刘立波先生:目前在SGMW各基地中,我们工厂的总体成本控制自2015年运行以来一直是SGMW所有基地中的最优工厂,这一点我们也非常自豪。
最值得一提的是在能源的有效利用上,我们全方位开展工作,持续降低能耗工作。我们的技术团队自主开发了一套能源管理系统(见图2),实时监控并识别水电气的异常消耗及潜在浪费,持续优化能源利用。此外,我们采用了集中冷却液处理系统和油雾收集系统,可以大幅节约资源。
刀具优化方面,我们在前期自主规划中“以我为主”,在运行过程中持续开展成本优化,日常管理采用外包方式。图3所示为我们自主开发的刀具管理系统。
我们还利用自动化技术降低人员成本和运行成本,应对产品复杂化带来的多项成本挑战。以1.5 L发动机项目为例,我们的机加工自动化率比最初提升了10%,装配自动化率提升了5%,非常有效地降低了成本。
过程质量成本控制方面,我们全面开展pfmea应用,启用了生产防错系统,还对生产能力进行定期监控,全面提升过程质量。以装配车间为例,目前96%的工序均采用了防错设计,大幅降低了因质量问题产生的废品成本。
在耗材的管理中,我们同样全面开展降本工作,降低异常消耗发生,对部分耗材采用自主清理、重复利用的方式来降成本。
此外,我们还通过配件自主返修、同质配件替代高价配件等方式,发挥TPM人员的主观能动性,实现了维保成本的持续降低。比如电主轴的部分维修工作和拧紧轴的保养工作就全部自主完成,配件成本有效降低。
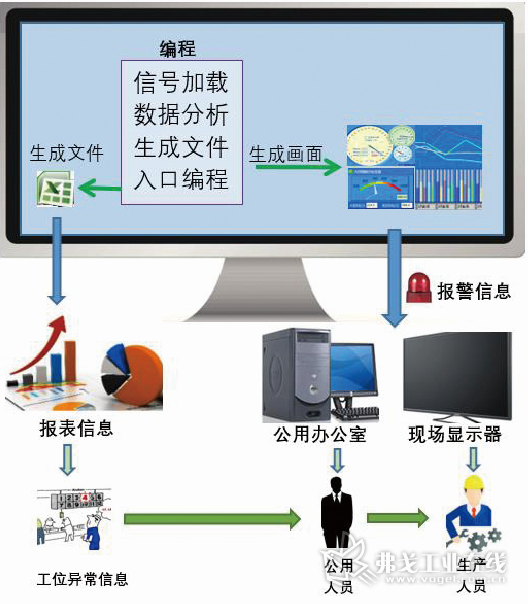
图2 能源管理系统

图3 刀具管理系统
AI:机床和刀具等设备对加工质量、效率和成本都有着非常直接的影响,那么贵工厂在设备选型方面秉承了怎样的理念?
刘立波先生:效率、质量和成本是我们永远的追求,从工艺规划和设备选型开始,我们就以此为前提。基于GMS全球制造体系中发动机制造经验的学习消化,我们自主开发的工艺保证了生产输出的质量和效率;为保证产品制造过程的质量和加工效率,我们的机床设备90%以上采用来自“德美日”的高精尖设备,确保稳定运行的生产基础;另外,我们根据自己的需要输入控制系统要求,提出了方便团队运营的结构方案改进的设计;在刀具等工具的选用上,我们不断汲取前期项目的经验教训并进行改进优化,保证后期生产的运营效率和质量。
AI:在缸体、缸盖和曲轴等关键零件的加工和最终装配中,贵工厂遇到过哪些难点?又是如何解决的?
刘立波先生:我始终认为,面对任何事情,尤其是面对困难,“人”是最关键的因素,我也非常欣慰我们的团队拥有不怕吃苦、攻坚克难的精神,并且勇于创新,战胜了一个又一个挑战。在这里,我想举几个例子。
第一个是线镗刀的创新应用。缸体和曲轴的孔加工通常大量应用长、短镗刀工艺方案,短期验收能力可以达到要求,但长期能力却无法保证。这个工艺对镗刀导条或短刀加工导向孔质量或主轴跳动要求非常高,任何一个环节出问题,都会导致孔的位置度能力不足。我们团队通过分析和研究,改用线镗刀,在CNC上成功解决了孔加工位置度的难题并节约了镗刀的采购成本。
第二个是自主钻研开发关键设备的控制程序。因为日系设备中的技术封闭较多,特别是程序控制方面做了很多封装,如宏程序、黑匣子等,给很多项目进展带来了巨大的障碍。在珩磨机、油孔钻等关键设备上,我们的技术团队自主钻研,最终实现了程序的自主添加,顺利完成了设备调试,保障了项目机型Gamma机零部件的按期交付。
第三个是装配线的改造项目。为了增加全新的机型,我们需要在1.5 L系列发动机生产旺季的装配线改造中全工位调试机械和程序,由于供应商不熟悉GE-PLC控制程序,我们的工程师全力助力程序编制,与供应商伙伴两班倒,22天就完成了整线的软硬件改造,1.5 L国6机型的生产改造14天完成,项目按期交付,实现了整车动力产品的需求。
AI:质量检测是高品质发动机制造的重要一环,贵工厂在这方面采用了哪些新工艺?质量控制过程是如何实施的?
刘立波先生:质量方面我们始终严守标准,从整个体系到具体的工艺环节,都有严格的质量管理流程。
我们的零部件表面质量检测即采用了传统的测量技术,如CMM、圆度仪、粗糙度仪及扫描电镜等高精度测量设备,还有泄露测试设备、冷试设备等,也采用了拧紧过程监控、3D相机等先进技术探测潜在缺陷,下一步,我们还计划采用电涡流、智能相机等方式加强对零件表面缺陷的检测,进一步提升产品质量。
过程质量控制方面,我们全面围绕GMS全球制造体系的工具进行过程质量规划设计,设定目标,结果导向。我们每年都会进行质量战略计划制定;生产系统中开发了PCP、PFMEA等关键工艺软件指导现场生产;TPM的应用不断提升;推进持续改进的改善文化,全面实施制造质量体系,连续通过了GMS全球制造体系的BIQ3和BIQ4质量体系的评审,达到了一流的质量水平。
AI:智能制造已经成为了整个制造业转型升级的重点,那么贵工厂在智能化设备应用、生产数据收集分析等方面达到了怎样的水平?
刘立波先生:顶层架构上,SGMW重庆发动机工厂全面贯彻执行通用汽车的GMS全球制造体系,所有技术和流程不断进步和提升,智能制造也是其中一个很重要的内容。我们践行智能制造已有多年,目前的智能制造整体应用水平在国内处于领先水平,达到了国内众多欧美合资企业的同级水平。
我们有很多的智能化应用,有效保障了发动机的质量,并整体提升了整车产品的竞争力,比如:RFID在刀具管理、装配生产线的应用;生产管理中MES系统的实施;基于QDAS系统的大数据应用;Flexnet质量管理追溯系统的应用;Maxmo企业资产与设备维护管理系统应用;用AGV小车进行物料输送;工业机器人的批量应用(见图4)和协作机器人的应用;2D、3D相机在识别引导防错等方面的应用等。此外,特别值得一提的是,我们自主开发的数字化刀具管理系统、智能化能源管理系统等,非常有效地帮助工厂实现了节能降耗和增效降本。

图4 缸体机器人自动上料
AI:贵工厂未来一段时间的发展,有什么新的规划吗?能否展望一下?
刘立波先生:产品层面,响应国家政策要求,我们的国6标准1.5 L发动机会尽快上市,新的发动机系列也将很快导入;生产层面,我们将继续致力于工厂自动化、信息化水平的进一步提升,积极探索智能工厂的建设。
过去的几年,我们为用户提供了100万台安全、质量和成本全面领先的发动机,未来,如何保持这些领先优势,持续为用户提供稳定可靠的发动机,谱写200万台、300万台以及更多的辉煌,我们任重而道远。
SGMW的企业文化就是“艰苦奋斗,自强不息”,SGMW重庆发动机工厂也将继续传承这种文化,团队协作,追求卓越,努力为“中国神车”续写传奇!












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论