提升缸体顶面轮廓度过程能力的研究
随着发动机技术的发展,各汽车制造厂在不断提高质量、性能的同时,也在加大力度探索发动机关键零件的加工工艺,以保证发动机的高性能要求。作为发动机缸体的关键尺寸,缸体顶面轮廓度要求达到0.1 mm,局部平面度要求达到0.03 mm。某发动机工厂在生产四缸机铸铁缸体时,缸体顶面(即缸盖安装面)轮廓度持续超差,过程能力PP/PPK不达标。作为整个发动机的载体和最核心的大部件,缸体顶面的轮廓度与平面度超差会影响发动机的压缩比和密封性,改变发动机的功率,增加油耗,甚至存在泄露风险。
在此背景下,本文分析了加工工艺变化对缸体表面加工质量的影响,对缸体顶面及气孔孔加工工艺提出了建设性方案,期望改善加工过程,提升轮廓度、平面度的过程能力。
加工工艺布局对缸体的影响
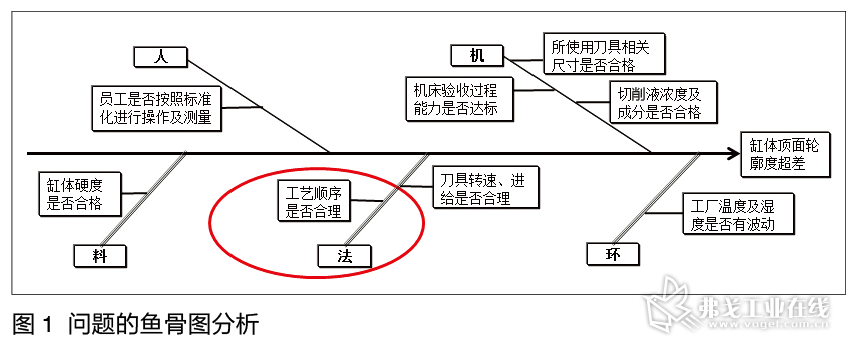
缸体顶面加工工艺即精铣顶面,也称精镗缸孔。该发动机工厂将顶面轮廓度列为PQC尺寸,其过程能力需要在生产中进行监控,保证其PP/PPK大于1.33。但在加工过程中该能力达不到既定要求,需要对其进行能力提升。缸孔顶面轮廓度的相对基准为曲轴孔首末孔中心线,其影响因子有顶面的粗糙度、顶面至曲轴孔中心的距离和顶面平面度等。根据ISO/TS 16949五大工具一本通中对过程能力的研究可知,影响过程质量的因素根据来源不同,分为多个方面。图1所示为该问题的鱼骨图分析。
1. 加工工艺分析
机床加工内容为精铣顶面和精镗缸孔,为了确定是否为加工工艺顺序不佳导致加工频繁超差,进行了如下验证:
(1)单独精铣顶面,测量其轮廓度、平面度,结果显示:轮廓度测量值为0.073 4 mm(公差0.1 mm)、局部平面度测量值为0.009 mm(公差0.03 mm)。
(2)在(1)的工件状态下,对缸孔进行精镗后的测量。结果显示,轮廓度测量值为0.079 5 mm,局部平面度测量值为0.021 7 mm。
(3)在同一机床状态下,先精铣顶面再精镗缸孔后的零件。结果显示,轮廓度测量值为0.103 5 mm、局部平面度测量值为0.041 0 mm。
以上三个验证报告证明:在连续加工过程中,精镗缸孔时产生的力对顶面(缸孔周围)产生了挤压作用,局部发生变形,从而导致轮廓度超差,过程能力不达标。为了验证此结论的正确性,三坐标测量仪设备输出了先精铣顶面后精镗缸孔的缸体顶面的三维微观图形(见图2)。
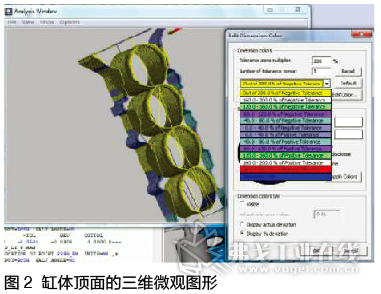
从图2可以看出,缸孔边缘圆周5 mm范围内颜色与缸体顶面边缘位置的颜色明显不一致(不同颜色代表其所在公差的范围),说明缸孔边缘位置与顶面边缘位置存在高度差,此图印证了以上3组试验数据。
由此可知,精镗缸孔时对顶面产生了影响;相反,先精镗缸孔后精铣顶面,则顶面为最后一道工序,是有可能改善顶面轮廓度及平面度的。
(4)根据以上验证结果,调整加工工艺,先精镗缸孔后精铣顶面,然后在同机床状态下进行加工。结果显示,轮廓度测量值为0.046 1 mm,局部平面度测量值为0.011 0 mm。
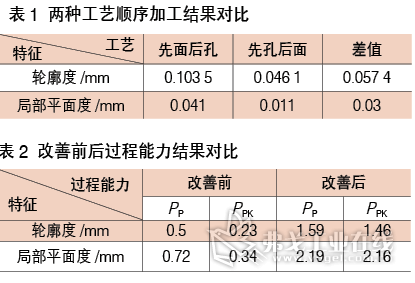
在相同机床加工状态下,对比测量结果如表1所示。
效果对比
以上验证成功后,更改加工程序,改变加工顺序,先精镗缸孔后精铣顶面,试生产1个月。
1.超差率改善
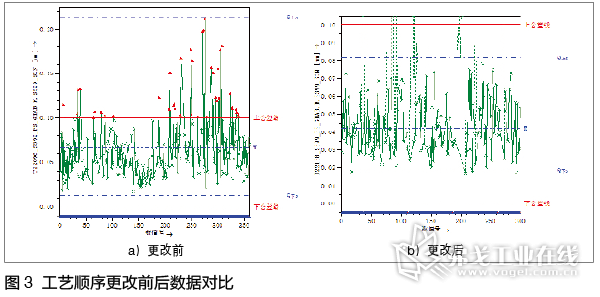
如图3所示,改善前1个月缸体顶面轮廓度超差率约30%,改善后1个月缸体顶面轮廓度超差率为0。
2. 过程能力改善
改善前后一个月过程能力结果对比如表2所示,正常生产阶段过程能力要求为PP/PPK≥1.33。
综上所述,本研究顺利提升了缸体顶面轮廓度的过程能力,已经成功将每月超差率从30%降至0,每月轮廓度过程能力PP/PPK均达到1.33以上。
结语
对于大尺寸的镗孔工艺,镗孔过程对材料变形会产生较大影响。通过本文的探讨可知,精镗缸孔对顶面会产生挤压,导致局部变形,从而导致轮廓度、平面度超差。因此,先精镗缸孔后精铣顶面成为了提升发动机缸体顶面轮廓度能力的最佳解决方案。根据工艺布局原则,需要遵循先加工面后加工孔,这是为了保护刀具不受损而考虑的。但是当面成为关键尺寸,面的轮廓度、平面度有更高要求时,需要考虑加工孔过程中的受力变形导致面的局部平面度、轮廓度变大的情形。本文对缸体工艺布局的讨论具有推广意义,可为重要特征面的加工提供参考。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖