平衡产线,提高人员效率和产出
产线平衡是根据客户需求的节拍时间来调节生产流程的方法,需均衡地协调操作员的工作,简化操作顺序,创造连续流,把产能和客户需求结合起来,以满足客户的需求。
可重复标准化作业的产线平衡
1.生产的产品
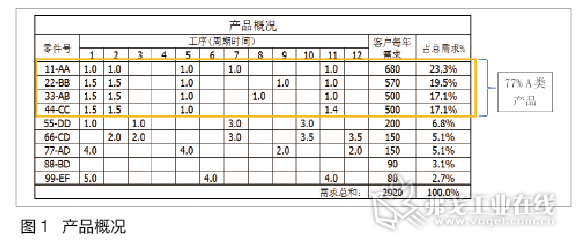
了解在该线上生产的产品型号、每个产品的生产工序与其周期时间以及客户未来每年的需求,把工艺类似的产品进行归类,对客户需求做ABC分析。如图1所示,客户需求占了77%左右的A类产品需要重点关注。
2.计算客户节拍时间和计划节拍时间
客户节拍时间(TAKT Time)用于把生产节拍和客户需求同步化,计算公式为:客户节拍时间=一定时间内的可用工作时间÷一定时间内的客户需求。
假设工作时间是8 h,吃饭时间是30 min,客户需求是600件,则:
客户节拍时间表示客户要求多长时间完成一件产品以满足需求,这是一个参考值。需要注意的是,这里的客户需求可以是客户未来一段时间的需求预测,或者是过去12个月的需求均值。在一定时间内,我们是不能改变客户需求的,但是它不是固定不变的。所以客户节拍时间会随着客户需求、生产效率和可用运行时间的变化而
变化。
在生产中往往会有各种停机损失影响可用运行工作,比如质量、设备停机、换型、缺料、维修保养和样件等,所以实际的计划节拍时间(Planned Cycle Time),即成品从生产线下来的频次,往往比客户节拍时间快,以弥补各种损失才能满足客户需求。除非有额外的产能弥补损失,比如额外的加班,此时生产的实际节拍时间可以等于客户的节拍时间。因此,实际的计划节拍时间一般会在客户节拍时间的基础上考虑设备的各种损失,其计算公式为:计划节拍时间=客户节拍时间×OEE(设备有效利用率)。
OEE的目标一般是85%,根据产品和工艺的实际情况可高于或者低于85%。比如手工装配线OEE可高达90%以上,而有的工艺复杂的产品,OEE可能只达到80%。所以用可实现的OEE更实际、可行。在此采用的是严格的OEE,除吃饭休息外的计划全部停机,比如计划的维修保养、样件和生产准备等都作为非计划停机。比如计划节拍时间=客户节拍时间×OEE=45 s/件×85%=38.25 s/件≈38 s/件。
3.测量和记录生产周期,绘制操作工平衡表
在确定了客户节拍时间和计划节拍时间后,需要测量和记录完成一件产品的周期时间及其组成的工作要素,先不考虑生产线的物料布局和操作工人数。
工作要素是最小动作单位,其分解取决于是否有助于分析增值活动(比如装配)和非增值活动(比如等待、移动)。刚开始分析的时候,建议细化到每个要素3 s,有经验的团体可细化到2 s。
比如“取螺钉并放在夹具上”是一个工作要素;“取管子”不能算是工作要素,“装配所有零件”也不能算。
测量前要准备铅笔、记录表、秒表和录像设备。录像记录全过程,有助于查缺补漏及研讨潜在的改善机会。测量时要选择一个有代表性的熟练操作工,让他按照最佳的工作顺序操作多次,不要打断他的工作,也不要影响安全、质量和生产效率,确定每个工作要素的开始和结束点,时间取整秒。
每个周期和工作要素至少测量10次,如果有些中断或者异常的则剔除掉。需要把设备运行时间和操作工时间分开单独记录。建议采用最小可重复的周期时间作为该操作工的周期时间,更有代表性,如图2所示。

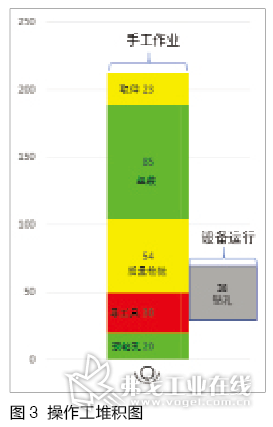
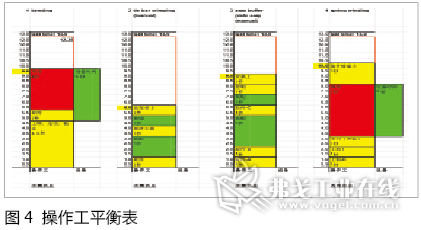
各操作工数据收集齐全之后,绘制单个操作工工作的堆积图(Yamazumi)(图3)和操作工平衡表(Operator Balance Chart, OBC)(图4)。绘制方法为:一个柱子代表一个操作工,按照工作顺序从下往上依次堆积,每个盒子的高度代表该工作要素的时间。设备运行时间与手工作业时间并行。用不同颜色把工作要素区分成三大类,绿色表示增值,比如装配;红色表示浪费,比如返工;黄色表示必要的浪费,比如质量检查。
4.消除浪费,同步工作内容
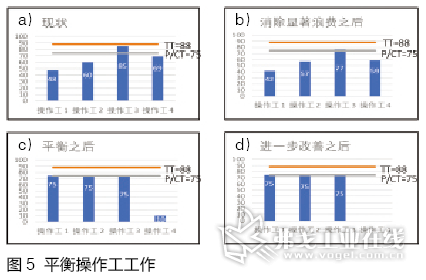
操作工平衡表现图展示了每个岗位的工作内容和时间,也识别了浪费和瓶颈工序(图5a)。接下来就需要消除各种浪费,降低瓶颈工序的时间(图5b)。一般采用的是ECRS原则。
(1)取消(Eliminate)
该工作是否可在不影响质量和效率的前提下取消,比如多余的步骤和动作。
(2)合并(Combine)
将两个或两个以上的工序或工具合并、调整成一个,尤其是工序间的生产线不平衡,忙闲不均时。
(3)重排(Rearrange)
在取消和合并之后,调整和重新组合前后的工作顺序,达到改善的目的。
(4)简化(Simplify)
在前三步之后,进一步分析研究、简化操作,尽可能缩短作业时间,提高工作效率。
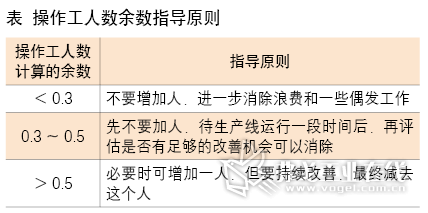
在消除显著浪费之后,需要计算操作工的数量(图5c)。计算公式为:
例如操作工人数=(42+57+77+59)÷75=235÷75=3.1人。
往往计算的人数不是整数,会存在难以取舍的问题。表中提供了一些指导原则供参考。这只是理论计算和改善方向,不是最终的结论。要根据实际情况决定是否加人,因为改善可能会有很多制约要素,比如设备布局限制,前提是不要影响客户的交付和质量。
在理论人数的基础上进一步改善,最终确定操作工人数(图5d),需要在他们之间分配工作,比如单人单工站、拆分工作、循环工作和逆流等方法,但是要根据场地、产品和工艺灵活设计。
5.衡量产线平衡绩效
在产线平衡改善完成之后,改善成果该如何衡量,可用以下指标做改善前后的对比来衡量改善的绩效。
(1)生产效率(Parts Per Person Hour,PPH)
计算公式为:PPH=合格产品数量÷所有操作工工时总和。
例如一个生产单元8个工人在8 h内生产了1 096件合格产品,中间午饭时间20 min和休息时间10 min。则:PPH=
1 096÷[8×(8-0.5)]=18.2。
(2)平衡损失
平衡损失是节拍快的操作工等待节拍最慢的操作工(瓶颈工序)的时间总和,即各操作时间和瓶颈差异之和。计算公式为:
(3)总损失
总损失是各操作时间和计划周期时间差异之和。如果计划周期时间比瓶颈时间低,则会有订单交付风险。如果计划周期时间实际比最快的周期时间多,则会存在过量生产的可能。计算公式为:
除此之外,还可以用在制品的数量、空间和单件成本等指标来衡量改善的成果。
6.标准化
任何改善,如果不实行标准化固定下来,改善成果就不能保持下去,便会倒退到改善前。但是标准化不是一成不变的,当客户需求、工艺或者人员技能发生了变化,就需要重新评审标准并改进。产线平衡改善后,一般用标准作业组合表(Standard Work Combination Sheet)来标准化操作。
不可重复非标准化作业的产线平衡
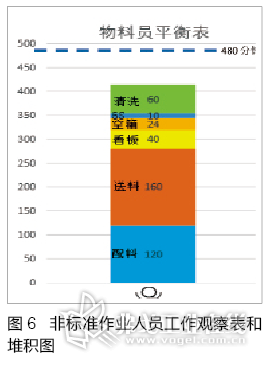
除了像操作工那样可重复的标准作业之外,还有一些工作是不可重复的,比如物流员、质量巡检员和维修人员等,他们每天工作频次和顺序是不完全一样的,比较机动灵活,工作量比较难以测量和控制,这也是管理层难以处理的地方。简单的方法就是观察和记录他们所有的工作时间和频次,堆积起来。在此可用的工作时间,比如每班8 h代替节拍时间。一般不要求他们满负荷工作,可考虑85%~90%的负荷。比如某一物料配送员每日主要工作观察表和堆积图如图6所示。
结语
生产线的平衡不是一劳永逸、一成不变的。当客户的需求、工艺和工作周期时间等发生变化的时候,需要按照上面的步骤再重新测量和计算并标准化下来,这也是制作价值流程图和精益生产线设计的根本和基础。
人员的优化和效率的提升并不意味着就要裁员,可以把多余的人员安排到其他生产线,避免招聘新人,还可以实现不同产线之间人员的柔性调配,合理利用资源,以满足客户的需求波动。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖