SKD制造应用简易诊断设备

概述
SKD是指在国际汽车贸易中,整车出口国的汽车公司把成品予以拆散,而以半成品或零部件的方式出口,再由进口厂商在所在国以自行装配方式完成整车成品并进行销售,具体的SKD车实物如图1所示。随着自主品牌汽车企业的日益壮大,越来越多的中国自主汽车企业开始走出国门走向国际市场,其中SKD作为出口的主要方式对企业品牌、国际知名度提升及市场占有率的扩大均产生重要影响。而总装SKD组装后是不完整的成品车,相比于成品车来讲组装内容减少,但是随之而来的问题就是无法采用成品车下线后功能项故障检测模式对SKD进行检测,这样就容易导致SKD产品功能失效(零部件本身故障)和组装中电器部件的错漏装问题,存在不合格产品流出主机厂的隐患。这些问题仅靠企业的责任感是无法控制的,这样的问题会造成海外SKD工厂急需等待出口企业空运新零件来替换掉故障件,势必造成出口企业无谓的成本增加,也给企业形象造成很大的负面影响。新的零部件运输还会影响SKD在国外的生产周期,而生产周期过长又会导致顾客选择其他厂家产品。所以如果不能及时有效地遏制这类问题,将会给企业效益甚至企业在出口国的生存和发展带来严重影响,而建立一套适合SKD的防错检测控制体系已成为摆在期望做大做强及提高品牌竞争力的中国汽车企业面前的重要课题。

图1 SKD车实物
虽然花费巨资购买先进的SKD专用检测设备可以解决该问题,但是这将大大增加企业的制造成本,而且这些固定的设备也会占用生产线宝贵的空间资源,设备移动起来相对困难会限制生产线的柔性化制造能力,而柔性化制造恰恰是制造业发展的方向,也是企业能否在瞬息万变的市场中生存的重要因素。鉴于此,本文特推荐一套简易而且低成本的SKD防错方法——利用简易诊断设备进行SKD功能失效和错漏装防错的方法。
控制难度
再了解一下成品车功能失效及错漏装防错方法:第一种是蓄电池装配后直接启动成品车进行功能项检查,验证整车是否存在问题的方法;第二种是采用简易诊断设备辅助进行故障点诊断和排除的方法。
SKD车相比成品车来说大量的零部件不需要装配且连接状况正常,而成品车所采用功能项检查“功能失效”和“错漏装”问题的前提条件是该车型各零部件装配及连接必须完整,否则无法采用该方法。很显然SKD无法采用第一种方法来防错。那么能否采用第二种方法即使用简易诊断设备对SKD车进行防错呢?通过检测我们发现SKD车用简易诊断设备检测后均显示“存在故障”,而这可以表示SKD装配或零部件存在问题点也可以表示一切正常,通过图2我们就可以发现SKD车与成品车采用简易诊断设备检测的不同点。
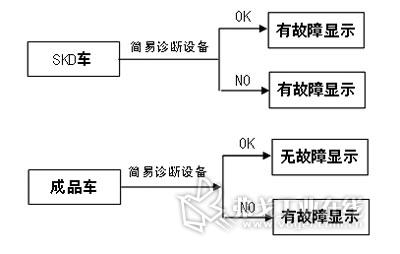
图2 简易诊断设备检测SKD车与成品车显示结果比较图
由图2可以看出,简易诊断设备对SKD车检测时不管是“正常状态”还是的确存在“实物故障点”,设备均会显示有故障,这就使人们习惯性地认为采用简易诊断设备无法对SKD车进行功能失效和错漏装的防错,因此SKD车也就理所当然地由人工来检验防错。但员工受经验、性格和情绪等诸多因素影响,即使责任心很强、经验很丰富的员工也无法保证100%不出问题。所以如何迅速而又低成本地解决SKD功能失效及错漏装问题流出也就成为了汽车制造企业在SKD质量控制上的难点。
新思路
我们通过一个实验来对SKD车的“故障显示”进行分析。
使用简易诊断设备对一台装配完整且零部件功能正常的SKD车检测并记录检测结果;对正常的SKD车预设一个故障a,然后采用简易诊断设备对该车进行功能项测试并记录检测结果;对正常的SKD车预设一个故障b,然后采用简易诊断设备对该车进行功能项测试并记录检测结果。比较以上检测显示结果,我们会发现虽然以上检测都存在故障,但其中有相同点也有不同点,简单可以用图3来表达。
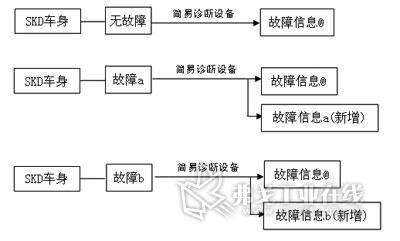
图3 简易诊断设备检测不同状态SKD车显示结果分析
由图3可以看出,两次不同故障设置的SKD车检测显示结果与正常SKD车检测显示结果共同点是均显示有故障,不同点是两次不同故障设置的SKD车较正常SKD车检测显示故障更多一些。
对两次预设故障SKD车的显示信息进行简单的分类:令预设故障a与预设故障b的SKD车的检测显示相同的故障记为“故障信息@”,二者的检查显示差异的故障则分别记为“故障信息a”和“故障信息b”。
根据以上分类我们将“故障信息@”定义为“固有故障”,其他的故障都通称为“非固有故障”,这些“非固有故障”就是我们要分析和解决的问题点,这样理论上我们就可以采用现有的“简易诊断设备”这种低成本资源来诊断出“非固有故障”并排除这些故障了,简单的防错思路表达如图4所示。
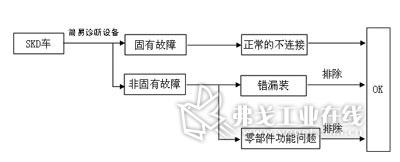
图4 简易诊断设备对SKD车进行防错实施新思路
“排除”方案及实践
1.“排除”方案
上述SKD车防错实施思路要求我们要找出SKD车的“固有故障”,对其进行罗列并进行“正常化”看待,那么剩余的“非固有故障”就是我们要解决的对象,然而如何迅速识别出导致这些“非固有故障”的实物故障点并快速排除它也很关键,对保障正常的生产秩序及提高工作效率具有重要意义。因此,需要我们对SKD车可能出现的“非固有故障点”进行分析找出对应“实物故障点”,然后编制一份该车型SKD车“非固有故障”对应“实物故障点”明细表,这样采用简易诊断设备对SKD车进行防错实施就具备现场实施条件了,以一款SKD车的“防抱死刹车系统”为例来说明一下具体清单制作(见图5)。
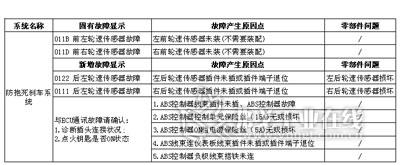
图5 SKD防抱死刹车系统“非固有故障”对应“实物故障点”清单
2.排除实践
以一款SKD车“防抱死刹车系统” 为例来看一下具体的检测和排除故障步骤:
(1)将简易诊断设备与SKD车诊断插头对接(见图6),启动简易诊断设备进入对应车型。

图6 简易诊断设备与SKD车诊断插头对接
(2)分别在“正常SKD”和“设置故障SKD”两种状态下进入“防抱死刹车系统”然后进行检测(见图7)。
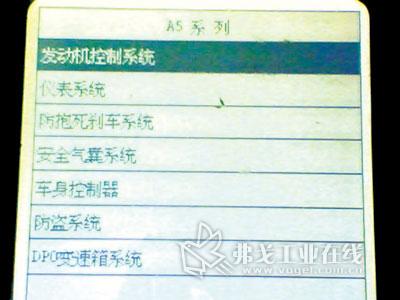
图7 简易诊断设备进入防抱死刹车系统
① “正常SKD车”检测时显示防抱死系统存在故障(011B/011D,前左/右轮速传感器故障),按照以上分析该故障为“固有故障”,所对应的是属于正常状态的左右前轮速传感器未装(见图8)。
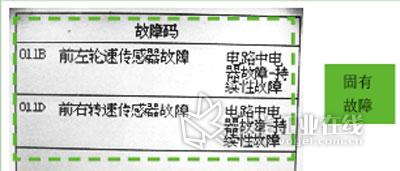
图8 简易诊断设备检测正常SKD车防抱死刹车系统显示故障
② “设置故障SKD车”检测时则显示“固有故障”和“非固有故障”(见图9):防抱死刹车系统固有故障(011B/011D,前左/右轮速传感器故障,对应故障属于正常状态的左右前轮速传感器未装);防抱死刹车系统非固有故障(0122,后左轮速传感器故障,对应故障应属于不正常状态)。
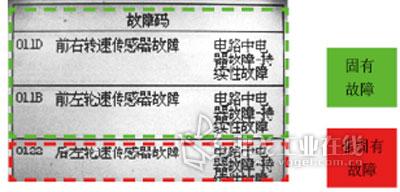
图9 简易诊断设备检测存在故障SKD车防抱死刹车系统显示故障
(3)查询SKD防抱死刹车系统“非固有故障”对应“实物故障点”清单,可找到“0122,后左轮速传感器故障”对应“左后轮速传感器插件未插、插件端子退位”或“左后轮速传感器损坏”。
(4)我们结合实物可以迅速找到该台SKD车所对应的真实故障点是“左后轮速传感器”未插接到位(见图10)。

图10 左后轮速传感器故障对应SKD车实物故障
(5)重新插接左后轮速传感器及对应线束插接件并确认插接到位(见图11)。

图11 左后轮速传感器重新插接后恢复正常状态
(6)故障排除后重新用简易诊断设备对该SKD车进行检测则“后左轮速传感器故障”这个“非固有故障”排除,设备显示“固有故障”,那么说明该SKD车已是正常状态。
(7)我们可以举一反三对“防抱死刹车系统”其他故障按照上述步骤进行检测和排除,同样该法也适用于“发动机控制系统”和“安全气囊系统”,而且当出现一个系统检测时有超过一项故障点现象时只要循环上述步骤就可以最终将所有故障点排除。
结束语
本文提供的故障检测和排除方法(在差异中如何寻找共性以及“非固有故障”对应“实物故障点”清单)使这种低成本投入的简易诊断设备在SKD领域内也同样发挥了防错的作用,同时方便的“对照表”使故障代码迅速转化成了潜在的实物故障点,使故障排除方便易操作且更实用,本法的应用避免了SKD带着“功能问题”流向后道工序或用户,提高了简易诊断设备利用效率且节省了一笔昂贵的引进“SKD检测专用设备”的费用。同时在现场中本方法很大程度上减轻了检验人员的检验强度和返工人员故障点分析判断难度,提高了SKD“制造过程质量预防能力”。本文创新的故障排除新思维同样值得借鉴和推广,它打破了技术人员开展工作的习惯性思维而拓展了一种新思维:不仅仅是去发明创造或者是增加设备防错的思维,更是深入了解和利用现有资源进行改善的思维,这种立竿见影的方法也往往更容易被企业管理者所接受。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论