装配线的质量管理模式与方法
为确保制造流程的稳定性,保证装配线输出的产品质量,各汽车制造企业都需要建立起适合本企业文化的生产管理体系。在梅赛德斯-奔驰装配线的质量管理模式中,其四个质量环节的控制涵盖了从冲压到总装的整个生产流程,通过层层把关,保证交付给用户的产品具有卓越的品质和可靠性。
在汽车制造企业内,每台产品车从最初的板材冲压成型,到最终装配车型的产品车驶下生产线,这期间都要经过冲压、焊装、涂装以及总装四个制造车间。在每个车间的装配线上,少则几十个工位,多则上百个工位,每个工位的装配质量都会直接影响最终的产品质量。因此,对于精度要求高、人力很难实现的工作,普遍采用机器人自动作业方式来保证产品质量,如冲压自动化生产线、焊装车间的车身自动焊接机器人及涂装车间的自动喷涂机器人等。除依靠设备保证产品质量的方法外,在装配线上仍有大量工作需要手动完成,尤其体现在总装车间。因此,在总装装配线上需要应用有效的质量管理模式及控制方法来监控如此大量的手工作业,从而降低或者消除人工作业产生的质量变差。目前,世界知名的汽车制造厂商均有适合本企业特点的生产管理体系,并以此来管理装配线的质量。
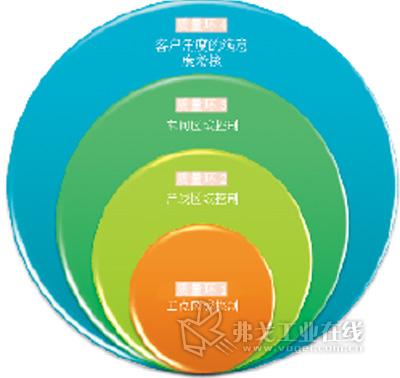
图2 质量环模型
著名的生产管理体系
在激烈的市场竞争中,如何保证制造过程的质量稳定性,确保生产车间装配线上的产品质量,是汽车制造企业面临的重要问题。因此,每家汽车制造企业都应建立起适合本企业文化的生产管理体系。目前,在亚洲、欧洲及美国的世界级汽车制造企业内运行的生产管理体系有:丰田生产体系——TPS、梅赛德斯生产体系——MPS,以及美国三大汽车公司应用的精益生产体系——LPS。
尽管由于地域不同、企业生产特点不同等原因产生了不同的生产管理体系,但它们的共同点都是将标准化作业视为质量管理的重要基础。
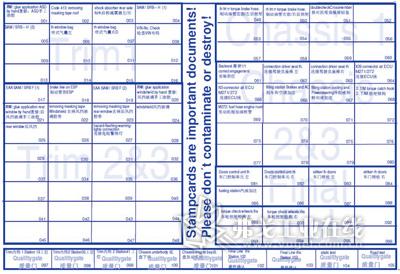
图3 随车工作卡
1. TPS。在丰田生产管理体系(Toyota Production System)中,标准化是质量改善的基础,若欠缺标准程序以确保流程的一致性,就无法确保产品的质量。然而在实际应用中,许多管理者认为标准化就是找到执行某项工作的最佳科学方法,并且固定地实施此方法,实际上这是对标准化的错误理解。任何一个流程都要标准化,否则不会实现真正的改进:某流程若乱无章法、经常改变,那么任何针对此流程所作的改进只不过是多增加一项变化种类,偶尔会被采纳实施,但更多时候是被置之一旁。因此,必须先把流程标准化,然后使其稳定,在此基础上才能谈持续改进。由此可见,标准化是过程质量(build-in quality)的重要基础。
在TPS管理模式下,一旦装配线发现缺陷,需要问的第一个问题应是“是否按照标准化工作执行”?在解决装配线现场问题的过程中,首先应看装配者是否依照标准化作业指导书所要求的操作步骤执行,以检查其中是否有异常。若装配者完全依照标准化作业指导书的要求执行但仍产生了瑕疵,那就说明现行的标准步骤存在漏洞,必须加以修正。
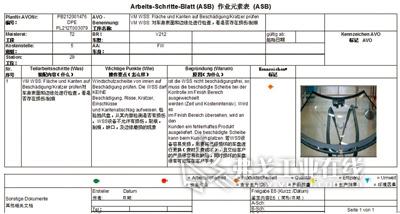
图4 工位装配文件对QL1检查的描述
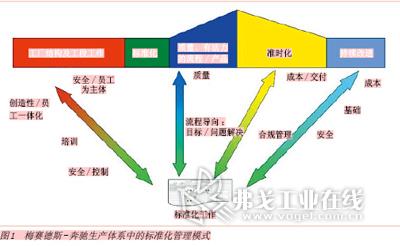
2. MPS。在梅赛德斯-奔驰生产体系(Mercedes-Benz Production System)中,通过五大支柱支撑起标准化流程,具体包括:标准化的组织机构;标准化作业;质量及有活力的流程;准时化;持续改进。没有标准化作业,就没有流程导向的管理,对问题就很难有定性的评估,问题解决与持续改进流程也很难实现。图1为梅赛德斯-奔驰生产体系中的标准化管理模式。
下面着重介绍梅赛德斯-奔驰生产体系,说明MPS在装配线上的质量管理模式及控制方法。
MPS在装配线上的管理模式
具体到装配线的质量管理模式中,梅赛德斯-奔驰在全球所有工厂内均要求采用四个环节的质量控制方法——Quality Loop1、2、3、4,即所谓的质量控制1环、2环、3环及4环(见图2),每个质量控制环节都针对生产流程中的标准化完成情况进行检查。实施质量控制环的好处主要体现在:可快速识别生产过程中的缺陷,并快速反馈给装配者;快速反馈机制的良性结果使生产过程更加稳定;增加了生产过程的透明度;问题解决流程有助于进行体系分析。
1. QL1环节为装配线层面的质量控制环节,主要指每个工位内装配者的自检及工位间的互检,要求执行100%在线检测,并且检测内容及检测方法要体现在工位的装配指导文件中。

图5 Andon拉线系统
为保证每台产品车质量的可追溯性,每名装配者配发一个印章,印章上的数字具有惟一性。装配者完成关键工作内容并完成自检后,都要求在随车卡上盖章(见图3)。每台车的随车工作卡要求保留15年。这意味着,每台产品车在贴合格证后的15年内,若出现重大质量问题或者需要调查的质量事故,都可以从制造厂调出这台车生产时的数据,由此判断是否按工艺要求执行且达到质量标准。如果需要追究责任,可以通过随车卡上的章号确定是哪名装配者。图4为某一工位装配文件对QL1检查的描述。
在工位质量目视化管理中,通过ANDON系统实现(见图5)。每个工位内都设有拉绳或者拉环,其作用是当装配者遇到质量问题时,可以通过拉绳或者拉环使生产线停下来。装配者拉动拉绳或拉环后,信息会通过ANDON系统显示到现场大屏幕上。正常情况下,屏幕上每个工位对应的数字都显示为绿色。当某个工位拉动拉绳或者拉环后,其对应的数字会显示为橙色,由此提醒装配线上的班组长、段长及工程师,此工位遇到质量问题,需要马上解决。
2. QL2——Quality Gate,即所谓的质量门,同样属于装配线层面的控制环节。与QL1不同的是,质量门负责检查所管辖区域内所有的装配内容,只有质量门检查合格后,产品车才能进入下一条装配线继续装配。质量门同样执行100%在线检测,并且每个生产工段的质量门应检查的内容包括标准检查项目及动态检查项目。标准检查项目包括QL1环检查不到的内容;动态检查项目包括QL3及QL4检查出的5分项及9分项缺陷。这些5分项及9分项缺陷都将被列入到QL2的标准检查项目中。
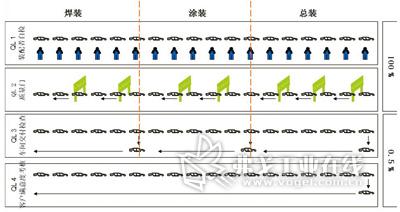
图6 QL3流程示意
从梅赛德斯-奔驰轿车生产的第一道冲压工序开始,经过焊装、涂装再到最后的总装工序,产品车要先后34次通过质量门的检查。尤其在总装装配线上,产品车要先后7次通过质量门的检查,任何装配缺陷都不能从质量门漏过。
3. QL3——PA(Production Audit)考核及PAF(Production Audit Finish)考核,即产品考核,针对生产车间产品交付时的检测,如冲压到焊装,焊装到涂装,涂装到总装,总装到销售间的交付检查。QL3的考核内容侧重考核产品的静态特性,并且有标准化的产品考核标准及指导文件。与QL1及QL2不同的是,QL3采取抽检方式对产品车进行考核。具体的流程如图6所示。
从流程控制角度看,QL3是对生产工艺标准化执行情况的评估,其目的是使制造过程稳定化,并能够持续改进。
(1)针对焊装工艺,QL3考核内容主要包括:试片剔试,检验焊钳的焊点质量(通常两周一次,检查频率根据产量变化);车身破坏性剔试:检验焊点和涂胶质量(每年两次,一辆白车身,一辆电泳之后车身),检查焊点直径和涂胶的尺寸(并要求文件记录);超声波检验焊点(所有焊点);焊钉扭矩检查(所有焊钉);铆接焊点检查;MAG/MIG焊的检查;三坐标检测;间隙、平顺度检查;车身表面检查:坑包检查;焊缝密封;A类及B类扭矩检查(A类扭矩指直接影响乘客生命安全的扭矩连接,如安全气囊、发动机主体装配、制动系统及转向系统等;B类扭矩指直接影响产品性能的扭矩连接,如前后照明灯的螺栓连接、车内娱乐系统的扭矩连接等)。

图7 QL3质量问题反馈报告
(2)针对涂装工艺,QL3考核内容主要包括:喷漆外观检查,即流漆、打磨痕、漆雾、抛光痕、漆坑、漆泡、漆渣、掉漆、坑包、缺漆、颜色错误及返修痕迹等;色差;桔皮、光洁度;漆膜附着力;漆膜厚度;PVC检查;注腊检查。
(3)针对总装工艺,QL3考核内容主要包括:检查零件是否安装、是否正确、安装是否到位;检查零件是否扣紧且连接牢固;检查零件是否划伤、撕裂、剥落或变形;功能项检测包括:检查零件的接近性,即是否被挂住、压紧以及是否与其他零件干涉等,同时,检查零件各种可能的噪音,如静态下开关车门的噪音,及动态下各零件是否产生行驶噪音;检查零件装配是否到位、紧固过紧、没有接触、零件之间配合间隙太大、太小或平顺度不好等;检查接头是否正确安插、接头处是否扣紧、接头处的配合及接头是否损坏,同时,电器插头要检查是否损坏、是否插接牢固,若嵌入深度大于10mm的真空管,要检查是否插到头;检查是否漏水,包括水试后的驾驶舱及后备箱;在扭矩检查方面,A类、B类扭矩必须检查,C类扭矩根据需要进行检查(指A类及B类未包含的扭矩连接),其中,A 类扭矩没有拧紧:9分项,低于下限值、高于上限值:5分项;B、C 类扭矩没有拧紧:9分项,低于下限值、高于上限值:3分项;检查的数据要进行记录,并存档。图7为QL3质量问题反馈报告的一个实例。
4. QL4——CPA(Customer Production Audit),即顾客满意度考核,指站在顾客角度进行的产品考核,在质量控制环节中处于最高级。因此,从质量管理角度,QL4是对前3个质量控制环节控制有效性的考核。与前3个质量控制环节不同的是,QL4级别只有标准化的考核区域及考核标准,而没有固定的考核内容,任何可能造成顾客抱怨的问题都被视为缺陷。
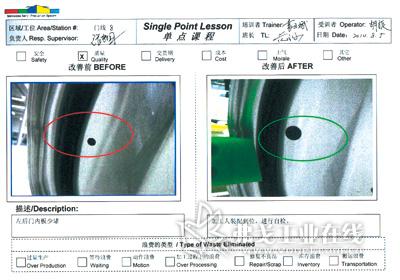
图8 单点课程
针对QL4的考核标准规定:质量环4从顾客的角度考核缺陷;检查包括静态考核、动态考核(试驾和功能考核)和水试;质量环4发现的重要缺陷(5分项或9分项)要被QL2质量门和QL3纳入到动态检查表中,并且PA考核要检查系统内的20辆车,同时做记录。
在QL4的考核中,规定了这些缺陷等级的划分依据,如安全性缺陷为9分项,包括气囊故障灯亮、制动管路渗漏油等;功能性缺陷及严重的外观缺陷为5分项。一旦出现9分项或者5分项,要求总装生产车间检查装配线上的所有车辆,并且应用5WHY分析报告分析问题发生的根本原因,之后要求针对根本原因提出有效的改进措施,并以文件的形式将改进措施体现到发生问题的工位,如单点课程文件(见图8)。
一般的外观缺陷及用户注意不到的缺陷属于1分项,1分项缺陷只做考核记录,个案不要求做分析。但如果连续几天的成品车重复出现相同或者相近的1分项缺陷,此问题将被升级为3分项甚至5分项缺陷。一旦问题被升级至5分项缺陷后,要求相关部门利用5WHY报告做出根本原因分析,提出有效的改进措施并将措施落实到生产线上的装配文件中,从装配环节予以控制。
QL4级别的考核同样采用抽检方式。通常情况下,根据每日总装车间产量,随机从灯廊检测合格,并已贴合格证的用户车中抽取2~4台车进行考核。QL4侧重于产品动态方面的考核,同样,QL3考核中发现的重大问题或者重复出现的问题也会在QL4考核中予以关注。

图9 PDCA质量控制方法
在以上4个质量控制环中,无论在哪个控制环节发现质量问题,都要求按PDCA方法进行控制:计划→行动→检查→改进(见图9),并要求利用PDCA问题追踪文件追踪每项问题。产品车只有通过QL1到QL4的质量检测后,才能最终交付给销售。梅赛德斯-奔驰通过这样的质量管理措施,保证了全球各工厂生产的轿车具备同样的卓越品质。
结语
对于汽车制造企业而言,没有一套成型完善的质量管理模式及控制方法,装配线上的装配质量不仅无法得到有效控制,而且无法建立起问题快速发现与解决的流程。仅通过下线后对产品的质量检查,很难准确找到问题发生的根本原因。在不能准确判断根本原因的情况下,问题不可能得到快速、有效地解决,长此恶性循环,不仅无法保证制造流程的稳定性,而且无法保证装配线上输出高质量的产品。
因此,只有建立起一套适合本企业发展的生产管理体系,并在这套体系下运行质量管理方法,将以结果为导向的管理模式转变为以流程为导向的管理模式,才能确保制造流程的稳定性;同时,在稳定的基础上实现持续改进,从而提高装配线输出的产品质量。梅赛德斯-奔驰轿车就是在四个质量环的严格控制下,层层把关,从而保证交付用户的产品都拥有卓越的品质及可靠性,同时其100年来成功的生产经历也证明了MPS管理模式及QL1-4控制方法的先进性。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖