车架产品模块化下的制造模块化开发研究
近年来,在以市场为导向的战略方针引领下,车型品种日益增多,各大主机厂都在苦练内功,采取措施提高生产效率,降低生产成本,其中平台化、模块化成为国内寻找成本降低的一个突破口,在商用车领域,车架作为一个模块也逐步引起重视并作为研究的重点。
商用车车架均采用边梁式结构,分别由左右纵梁及若干横梁总成进行连接,在保证外宽尺寸并满足总布置的前提下,车架产品模块化包含了纵梁孔位及外形的模块化、横梁总成的模块化及相关安装支架的模块化。如何适应模块化的开发,有效地降低制造开发投入,确保质量的同时避免模块化带来的装配问题,成为了制造业面临的一个课题。
车架典型零部件模块化
1.纵梁的模块化
纵梁的模块化包含纵梁孔位的模块化和纵梁外形的模块化。纵梁孔位的模块化如图1所示,这种孔位的模块化保证了每个产品的设计接口、连接标准与规则的一致,有效降低了产品的品种数量,使制造检测变得相对容易,但给制造装配带来了一定的难度,尤其是工人装配的问题,由于很难识别具体横梁的装配位置,因此很容易导致装配错误,解决装配工艺性问题也就成了制造工艺研究的重点和方向。

图 1 纵梁孔位的模块化
纵梁外形模块化如图2所示,变截面长度、变截面外宽及直端面开口尺寸进行模块化设计,在纵梁外形尺寸方面仅留一个长度尺寸(轴距尺寸)变量因素。这种模块化规定了车架与整车装配件的空间位置,降低了产品品种,可有效降低模具工装开发投入,降低模具换模工作,提高生产效率。
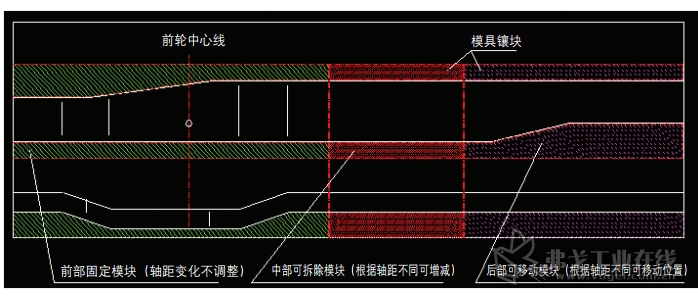
图 2 纵梁外形模块化
2.横梁总成的模块化
横梁总成的模块化是指同平台车型下横梁总成高度不变,横梁外宽随着车架外宽进行长度变化,如图3所示。横梁总成的模块化包括横梁模块化和连接板的模块化。横梁模块化是指横梁高度不变,由横梁长度及其翼面决定车架外宽的孔位进行等间距变化,目前,北汽福田已开发的横梁采用50 mm变化值。而横梁连接板的模块化在其横梁和纵梁采取以上模块后,不同车型外宽的连接板也基本可以采用统一设计。横梁总成的模块化设计,可大大降低横梁类零部件的种类,提高零部件工序模具共用性,减少工装模具的开发投入,提高工厂生产效率,降低管理成本。
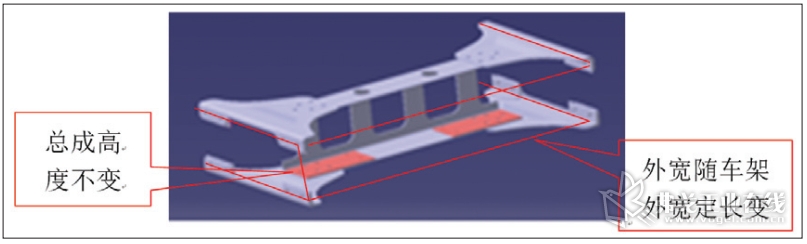
图 3 横梁总成的模块化
车架模块下零部件制造工艺
1.纵梁模块制造工艺
车架纵梁因产品特征的不同,需要进行合理的工艺设计,以保证成本、质量和效率的最优化。以北汽福田公司为例,等断面纵梁加工工艺为:滚压成形—三面冲冲孔—等离子切割—折弯机折弯(按需);变截面纵梁加工工艺为:剪切下料(或模具落料)—平面冲冲孔—等离子切割—模具成型—折弯机折弯(按需)。以上两种纵梁加工工艺是纵梁模块化的技术成果,相比较下,第一种工艺的技术水平和柔性化程度相对较高,第二种工艺因纵梁产品断面相对复杂,变截面滚压技术仍在研究中,故仍需要借用模具进行成型。因此,结合“平面冲+等离子切割”和“模具落料冲孔”两种工艺形式的特点,目前我公司变截面纵梁采用两种工艺结合的方式加工,即外形和通用孔(约占90%以上)采用模具一次性落料成型,专用孔采用平面冲冲孔,这样既解决了模具冲孔柔性差,同时也解决了冲孔效率低、成本高的问题,取得了较好的综合效益。根据纵梁外形模块化特征对等截面区纵梁模具镶块长度进行分阶标准化设计,实现了不同长度纵梁可通过更换部分镶块进行生产,如图4所示,减少了模具工装的投入。
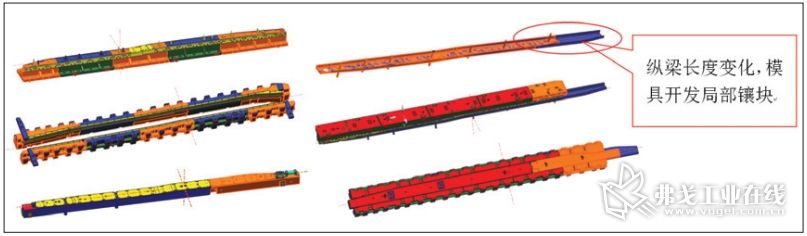
图 4 局部镶块
2.横梁模块加工工艺
国内商用车车型开发流程为:新产品开发制造—投放市场—根据客户反馈进行更改,这种模式导致车架品种会根据市场不断反馈而逐渐增加,特别是横梁类零部件会随着市场的不断反馈而逐步增加。在此期间,很多零部件在投放市场前已经投入全序模具生产,不断地变更造成了工装费用增加。现以H5和M4项目为例,简谈下模块下U形横梁的加工工艺。
在产品研发阶段,根据概念规划,同等开口模具仅投入长度最长的横梁成型模具或在模具开发时预留50 mm余量,成型模具尽可能兼顾平台下同开口不同长度的横梁。至于其他工序如落料、冲孔,根据已经成熟的柔性化加工设备进行替代。零部件外形为简单直线形,采用剪床替代落料模具,而非直线的边或孔径较大的减重孔则采用等离子切割或者激光切割实现,对于横梁上后续安装用孔采用数控平板冲或激光切割实现。即横梁类工艺设计为:剪切下料(或等离子切割)—数控冲孔—模具成形。此类工艺在实际应用中的优点可归纳以下五点:
①零部件质量保证能力较高;
②模块下不同零件实现成型模具共用,降低工装费用;
③采用剪床、等离子切割和数控冲替代模具工艺可减少模具投入;
④可避免因车型市场无销量、销量过少而盲目投入的工装开发费用;
⑤数控柔性化工艺适合中批量生产,可为工装开发预留合适时间。
纵梁模块下装配工艺研究
如前文所讲,纵梁孔位模块化会给装配工序带来一些问题,如操作工难以识别横梁类零件装配位置,造成车架零部件错装质量问题点频发,生产效率降低。产品模块化发展是国内各大商用车公司的未来的发展方向,在此简谈下此类问题的工艺解决方案。
上述问题最直接的解决方案是对模块化的孔位进行变更,如对纵梁上横梁总成的具体装配位置前后孔孔径进行减小设计或者取消,可暂且称之为“装配定位孔”。这种解决方案可很大程度上降低车架总成错装问题,但此方案会造成车架因横梁位置不同,导致纵梁品种的增多,同时影响后续客户对车型的改装,不能有效解决问题。
纵梁激光打刻标识可完全解决纵梁孔位模块化后带来难以识别孔位的装配问题。在孔位非高度模块化的情况下,可以根据孔位间距打印相应的数字进行识别,可简单确认零部件的装配位置,避免了人为数孔不准确的情况。但面对高度模块化孔位的情况下,相应的装配零件仅靠简单的数字识别远远不够,因此需要在车架纵梁装配前把孔位的装配信息如螺栓、铆钉的规格、尺寸、朝向,甚至横梁类的装配位置提前通过激光打刻设备打刻在纵梁翼面,如图5所示。工人可根据孔位边上的装配参数信息及横梁类零部件装配位置范围图形实现车架总成的快速无误的装配,但同时打刻的深度要确保后续油漆可以完全覆盖,一方面确保外观的美观,一方面也是出于设计状态与技术的保密。
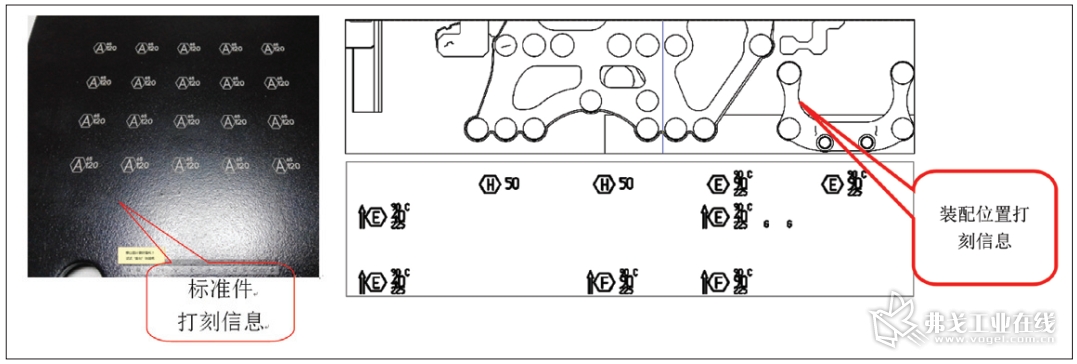
图 5 装备信息打刻
结语
车架产品设计的平台化、模块化从某种程度讲是一种标准化、合理化和规范化的体现,是现代制造业的初级阶段,在工业4.0和中国制造2025的大背景下,是制造模块化实现的基础。同时,制造的模块化需要向自动化、信息化进行转变,这也对产品设计的BOM准确性与销售订单提报的准确性提出了更高的要求。纵梁激光打刻根据产品设计的所有底盘信息进行了安排,有效提高了整车装配质量和效率,降低了制造成本,推动中国汽车产业迈向了智能制造之路。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖